Forged aluminum alloy wheels are widely used in high-end passenger cars, performance cars, modified cars, and racing cars due to their high strength, lightweight, and excellent safety performance. Compared to ordinary cast wheels, forged wheels have higher density, better mechanical properties, and a longer service life.
In this article, PDH will detail the whole manufacturing process of forging the aluminum alloy wheel hub to help you learn more about this business.

1. Raw Material Preparation
1) Aluminum Alloy Bar Selection
High-strength aerospace-grade aluminum alloy materials are typically used, such as:
- 6061-T6
- 6082
- 6069
- 7075 (High-end special applications)
These materials possess high strength, good plasticity, excellent corrosion resistance, and good fatigue performance.
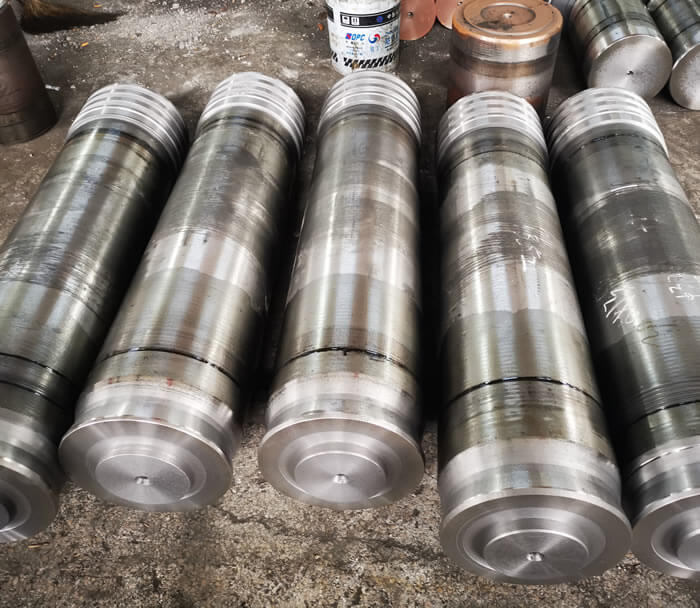
2) Blanking and Cutting
Based on the wheel hub size and weight requirements, the aluminum alloy bars are cut into cylindrical billets of specified lengths.

2. Billet Heat Treatment
The aluminum billets are placed in a heating furnace for uniform heating, typically controlled at 400℃~480℃. This improves the material’s plasticity, reduces deformation resistance, prevents forging cracks, and increases metal fluidity. Temperature control is crucial. Excessively high temperatures lead to coarse grains, while excessively low temperatures easily cause cracking.
3. Pre-forging – Initial Forming
Using a large forging hydraulic press (e.g., 8000-ton, 10000-ton, 15000-ton press), the heated billet is upset and flattened. The approximate shape of the wheel hub is initially formed: a disc + rim prototype.
Functions:
- Breaks the as-cast structure
- Improves grain structure
- Forms the basic shape of the wheel hub
- Increases material density

4. Final Forging – Precision Die Forging
High-pressure final forging is performed on a large die forging hydraulic press using specialized precision forging dies. A complete wheel hub blank is forged in one step. The spokes, center hole, PCD hole positions, and rim shape are all formed. After forging, the interior is free of porosity and looseness, achieving the highest density.
This step is the core of the entire process. Forging pressure typically reaches 6000 tons to over 15000 tons.
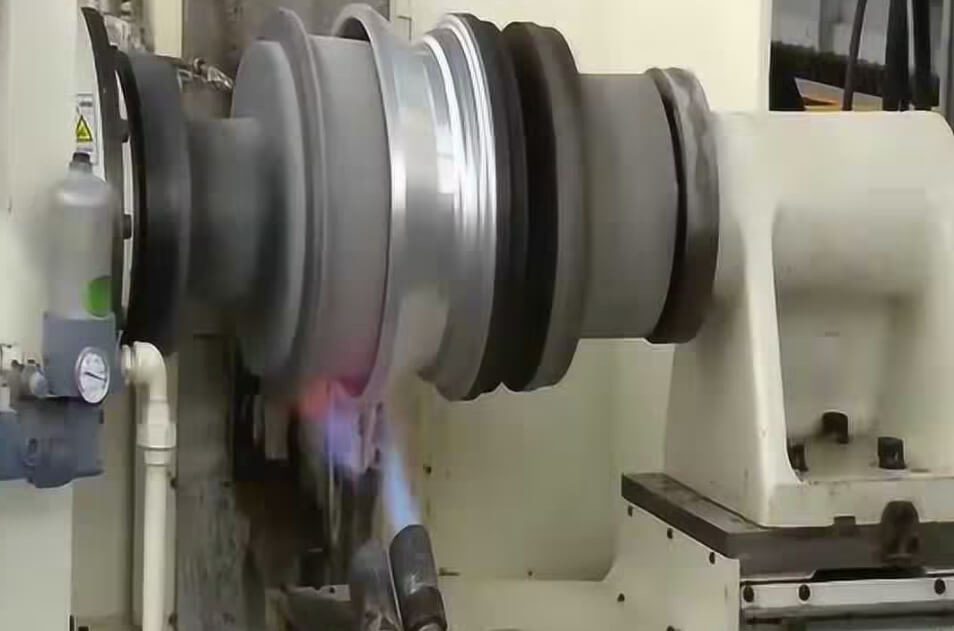
5. Spin Forming (Optional Process)
For high-performance wheels, a spin forming process is typically added to further plastically deform the rim.
The rim is placed on a spin forming machine and forcefully stretched and compressed using rollers. This step increases rim strength, reduces weight, and improves impact resistance. The performance after spin forming is close to that of a fully forged wheel.
6. T6 Heat Treatment
- Solution treatment: Holding at approximately 530℃
- Water quenching: Rapid cooling
- Artificial aging: Holding at approximately 160℃ for several hours
Ultimately achieving high strength, high toughness, and resistance to deformation and cracking.
7. CNC Machining
High-precision CNC machining centers are used for: center hole machining, bolt hole machining, mounting surface machining, surface machining, and balance surface machining. This ensures the dimensional accuracy and dynamic balance accuracy of the wheel hub.
8. Surface Treatment (Aesthetics + Corrosion Protection)
Common processes include:
- Polishing
- Wire Drawing
- Sandblasting
- Powder Coating
- Baking Paint
- Electrophoresis
- Anodizing
- Electroplating
- CNC Bright Finish Cutting

9. Inspection and Quality Control
- Dimensional Inspection
- Appearance Inspection
- Air Tightness Test (No Leakage)
- Impact Test, Bending Fatigue Test, Radial Fatigue Test
- X-ray Flaw Detection (No Internal Cracks)
10. Packaging and Shipment
Production is only permitted after final inspection and approval. Shipments require impact-resistant packaging, corrosion protection, and label traceability management.
PDH provides complete automotive wheel forging production line equipment and solutions. Please contact us if you have any needs.