I cerchi in lega di alluminio forgiato sono ampiamente utilizzati in auto di lusso, auto sportive, auto modificate e auto da corsa grazie alla loro elevata resistenza, leggerezza ed eccellenti prestazioni in termini di sicurezza. Rispetto ai normali cerchi fusi, i cerchi forgiati presentano una maggiore densità, migliori proprietà meccaniche e una maggiore durata.
In questo articolo, PDH descriverà nel dettaglio l'intero processo di produzione del mozzo ruota in lega di alluminio forgiato, per aiutarti a saperne di più su questo settore.

1. Preparazione delle materie prime
1) Selezione delle barre in lega di alluminio
In genere si utilizzano leghe di alluminio ad alta resistenza di grado aerospaziale, come ad esempio:
- 6061-T6
- 6082
- 6069
- 7075 (Applicazioni speciali di fascia alta)
Questi materiali possiedono elevata resistenza, buona plasticità, eccellente resistenza alla corrosione e buone prestazioni in termini di resistenza alla fatica.
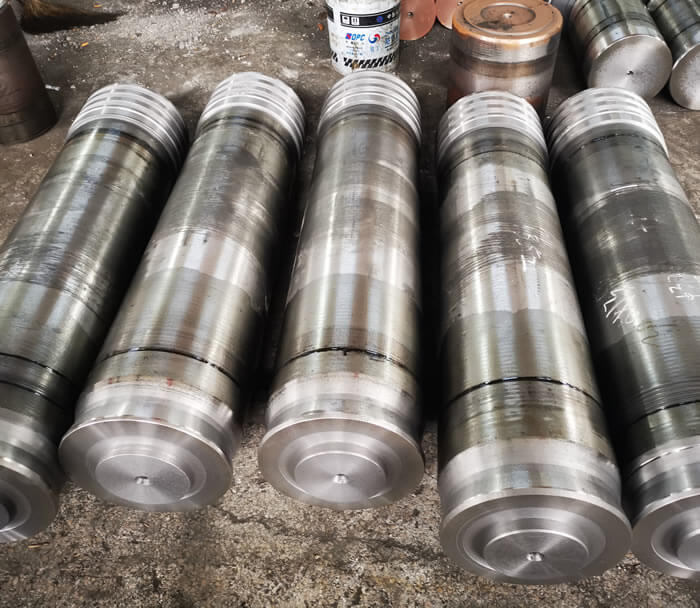
2) Tranciatura e taglio
In base alle dimensioni del mozzo della ruota e ai requisiti di peso, le barre in lega di alluminio vengono tagliate in billette cilindriche di lunghezze specifiche.

2. Trattamento termico del billetta
I lingotti di alluminio vengono collocati in un forno di riscaldamento per un riscaldamento uniforme, generalmente controllato tra 400℃ e 480℃. Questo migliora la plasticità del materiale, riduce la resistenza alla deformazione, previene le cricche di forgiatura e aumenta la fluidità del metallo. Il controllo della temperatura è fondamentale. Temperature eccessivamente elevate portano alla formazione di grani grossolani, mentre temperature eccessivamente basse causano facilmente la formazione di cricche.
3. Preforgiatura – Formatura iniziale
Utilizzando una grande pressa idraulica per forgiatura (ad esempio, da 8000, 10000 o 15000 tonnellate), il lingotto riscaldato viene deformato e appiattito. Si ottiene così la forma approssimativa del mozzo della ruota: un prototipo composto da disco e cerchio.
Funzioni:
- Rompe la struttura di fusione
- Migliora la struttura del grano
- Costituisce la forma base del mozzo della ruota
- Aumenta la densità del materiale

4. Forgiatura finale – Forgiatura di precisione con stampo
La forgiatura finale ad alta pressione viene eseguita su una pressa idraulica per forgiatura a stampo , utilizzando stampi di precisione specializzati. Un mozzo ruota completo viene forgiato in un'unica fase. Vengono formati i raggi, il foro centrale, la posizione dei fori PCD e la forma del cerchio. Dopo la forgiatura, l'interno risulta privo di porosità e vuoti, raggiungendo la massima densità.
Questa fase è il fulcro dell'intero processo. La pressione di forgiatura raggiunge in genere valori compresi tra 6000 e oltre 15000 tonnellate.
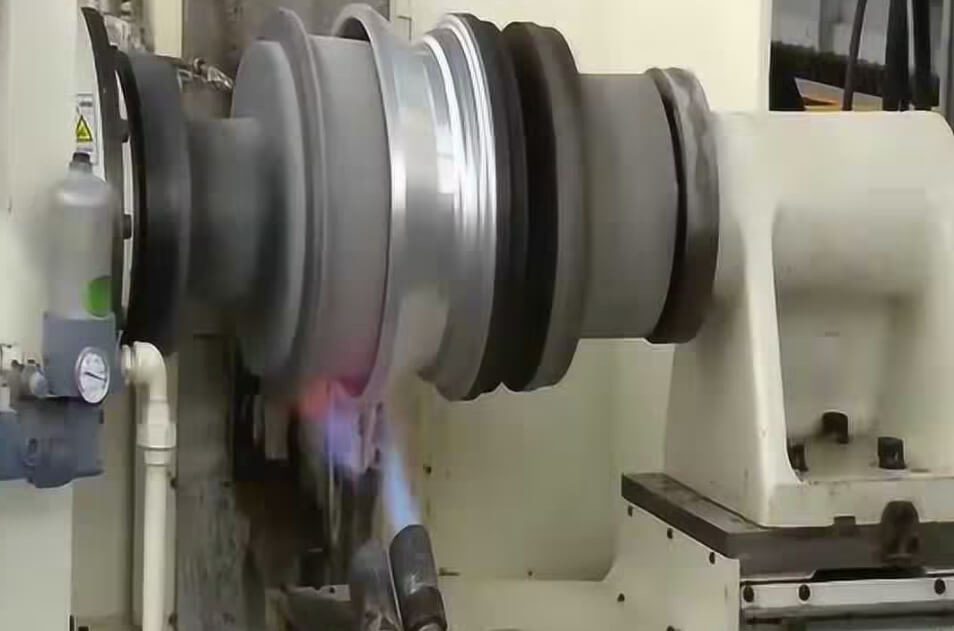
5. Formatura per centrifugazione (processo opzionale)
Per le ruote ad alte prestazioni, in genere si aggiunge un processo di formatura per centrifugazione per deformare ulteriormente plasticamente il cerchio.
Il cerchio viene posizionato su una macchina per la formatura a rotazione e sottoposto a una forza di stiramento e compressione mediante rulli. Questa fase aumenta la resistenza del cerchio, ne riduce il peso e ne migliora la resistenza agli urti. Le prestazioni dopo la formatura a rotazione sono simili a quelle di una ruota completamente forgiata.
6. Trattamento termico T6
- Trattamento della soluzione: Mantenere a circa 530℃
- Raffreddamento ad acqua: Raffreddamento rapido
- Invecchiamento artificiale: mantenimento a circa 160℃ per diverse ore
In definitiva, si ottengono elevata resistenza, elevata tenacità e resistenza alla deformazione e alla fessurazione.
7. Lavorazione CNC
I centri di lavoro CNC ad alta precisione vengono utilizzati per: la lavorazione del foro centrale, la lavorazione del foro per i bulloni, la lavorazione della superficie di montaggio, la lavorazione della superficie e la lavorazione della superficie di bilanciamento. Ciò garantisce la precisione dimensionale e la precisione del bilanciamento dinamico del mozzo ruota.
8. Trattamento superficiale (estetica + protezione dalla corrosione)
I processi comuni includono:
- Lucidatura
- Disegno a filo
- Sabbiatura
- Verniciatura a polvere
- Pittura da forno
- Elettroforesi
- Anodizzazione
- Galvanostegia
- Taglio CNC di finitura brillante

9. Ispezione e controllo qualità
- Ispezione dimensionale
- Ispezione dell'aspetto
- Test di tenuta all'aria (nessuna perdita)
- Test d'impatto, test di fatica a flessione, test di fatica radiale
- Rilevamento di difetti tramite raggi X (assenza di crepe interne)
10. Imballaggio e spedizione
La produzione è consentita solo dopo l'ispezione e l'approvazione finali. Le spedizioni richiedono imballaggi resistenti agli urti, protezione dalla corrosione e gestione della tracciabilità delle etichette.
PDH fornisce attrezzature e soluzioni complete per linee di produzione di forgiatura di cerchi per autoveicoli. Non esitate a contattarci per qualsiasi esigenza.