I principali processi di produzione dei cerchi in lega di alluminio per auto si dividono principalmente in tre categorie: fusione, forgiatura e tornitura. Questo articolo fornirà un'introduzione dettagliata dal punto di vista dei principi, dei processi, delle caratteristiche e degli scenari applicativi.
1. Processo di fusione
Principio: La lega di alluminio fusa viene versata in uno stampo, raffreddata e solidificata per formare la ruota. È un processo economico ed efficiente nella produzione di massa, il che lo rende attualmente il più diffuso.
1) Fusione per gravità
Procedimento: L'alluminio fuso fluisce in uno stampo metallico a pressione normale, sfruttando la forza di gravità. Lo stampo si riempie e il materiale si solidifica per effetto del peso stesso dell'alluminio fuso. Dopo il raffreddamento, lo stampo viene aperto e il pezzo viene estratto.
Caratteristiche: Attrezzatura semplice e costo contenuto. Tuttavia, è soggetta a porosità e allentamento interni, con conseguente bassa resistenza. È ormai in gran parte obsoleta.
2) Fusione a bassa pressione
Procedimento: L'alluminio fuso viene spinto delicatamente da un forno di mantenimento in una cavità dello stampo utilizzando un gas a bassa pressione (tipicamente 0,02–0,06 MPa) e solidificato sotto pressione.
Caratteristiche: Struttura densa, pochi difetti, elevata resa e prestazioni stabili. È uno dei processi produttivi più diffusi per i cerchi in alluminio per autoveicoli.

3) Fusione a pressione (forgiatura liquida)
Procedimento: Il materiale in lega di alluminio viene forzato attraverso uno stampo mediante un estrusore.
Caratteristiche:
- Elevato tasso di utilizzo dei materiali;
- Buona resistenza;
- Adatto per strutture a sezione trasversale particolare;
- Struttura più densa, prestazioni simili a quelle della forgiatura;
- Adatto per strutture complesse, ma il costo è superiore a quello della fusione ordinaria.
2. Processo di forgiatura
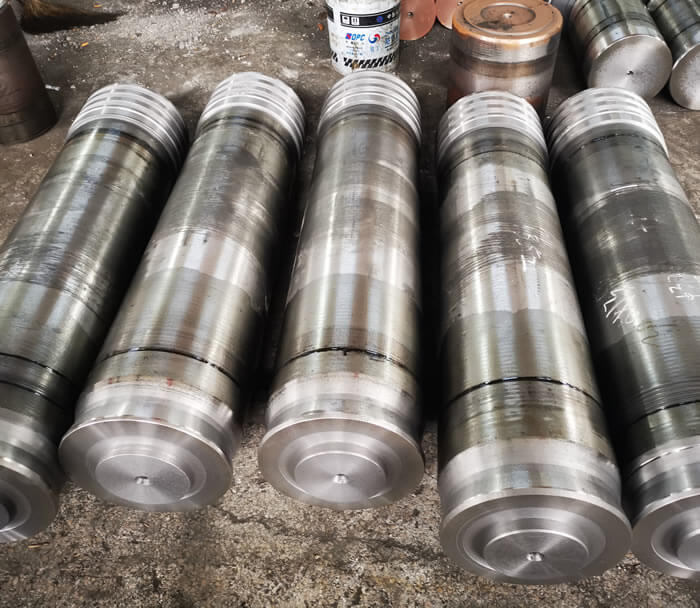
Principio: Barre di alluminio massiccio vengono riscaldate e forgiate ripetutamente utilizzando presse da forgiatura che vanno da migliaia a decine di migliaia di tonnellate, provocando una forte deformazione plastica del metallo per ottenere un semilavorato ad alta densità.
Le attrezzature comuni includono:
Pressa idraulica per forgiatura da 8000 tonnellate
Pressa idraulica per forgiatura da 10000 tonnellate
Pressa idraulica per forgiatura da 15000 tonnellate
Processo:
Taglio della barra di alluminio → Riscaldamento (460~480℃) → Forgiatura multipla (pre-forgiatura/forgiatura finale) → Rifilatura/punzonatura → Trattamento termico T6 → Finitura.
Vantaggi:
- Massima forza
- Migliore resistenza
- Peso più leggero
- Eccellente resistenza agli urti
- Lunga durata di fatica
- Elevate prestazioni in termini di sicurezza

Svantaggi: attrezzatura costosa, processo complesso, costo elevato. Viene utilizzato principalmente in auto sportive ad alte prestazioni e modifiche di fascia alta.
PDH, in qualità di produttore professionale di presse idrauliche, è in grado di fornire linee di produzione complete per mozzi ruota in lega di alluminio, acciaio al carbonio e acciaio legato . Per qualsiasi esigenza, non esitate a contattare il nostro team di vendita.
3. Processo di filatura
Principio: Combinazione di tecniche di fusione/forgiatura e filatura. Un pezzo grezzo di raggio preformato viene riscaldato e la parte del cerchio viene forzatamente allungata e compressa da rulli rotanti, rendendola più sottile, più lunga e più resistente.
1) Lancio e filatura
Procedimento: Fusione a bassa pressione di un grezzo con raggi → Riscaldamento (350~400℃) → Rotazione per allungare il cerchio → Trattamento termico.
Caratteristiche: Prestazioni superiori alla fusione ordinaria, simili alla forgiatura. Ottimo effetto alleggerimento, elevato rapporto qualità-prezzo, scelta ideale per veicoli di fascia medio-alta.
2) Forgiatura e filatura
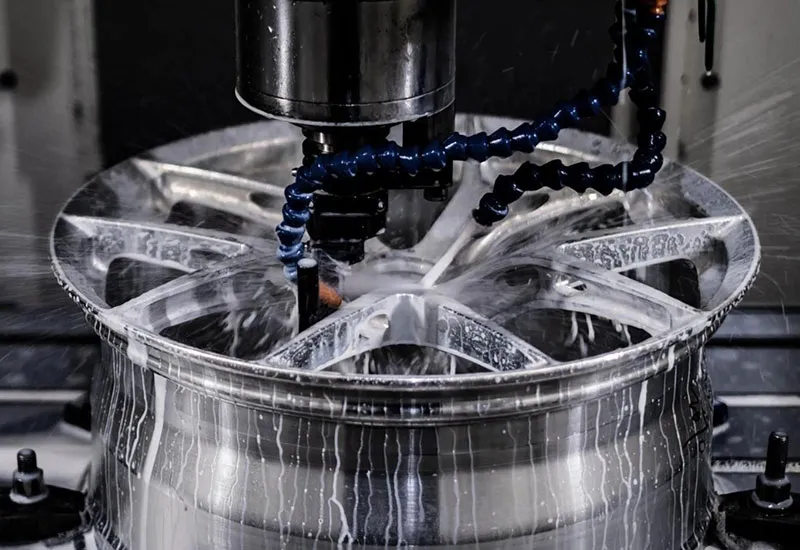
Processo: Preparazione del grezzo mediante forgiatura → Finitura mediante tornitura.
Caratteristiche: Combina l'elevata resistenza della forgiatura con l'alta precisione della tornitura. Le prestazioni sono le più simili alla forgiatura pura, ma il costo è leggermente inferiore.
4. Confronto dei tre processi principali
| Caratteristiche | Casting | Filatura | Forgiatura |
| Struttura del materiale | Granuli grossolani, inclini alla porosità/sfaldamento | Il bordo ha una struttura fibrosa, densa | Linee di flusso continuo del metallo, prive di difetti, più dense |
| Proprietà meccaniche | Generale | Buono (oltre il 15% in più rispetto al casting) | Ottimale (massima intensità) |
| Leggero | Relativamente pesante | Relativamente leggero (10-15% più leggero della fusione) | Più leggero (20-30% più leggero della fusione) |
| costi di produzione | Il più basso | Mezzo | Più alto |
| Efficienza produttiva | Più alto | Più alto | Basso |
| Scenari applicabili | Auto familiari, auto economiche | Autovetture di fascia medio-alta, auto sportive | Auto di lusso, auto sportive, auto da corsa, modifiche |