
Hafiflik, yüksek mukavemet ve korozyon direnci gibi mükemmel özelliklerinden dolayı kompozit malzemeler havacılık, otomotiv üretimi ve elektronik ekipmanlarda yaygın olarak kullanılmaktadır. Kompozit malzeme kalıplama için önemli bir ekipman olan hidrolik presin kompozit malzeme kalıplama hidrolik preslerinin birden fazla açıdan ele alacaktır.
İçindekiler Tablosu
- Yapısal Tasarım
1.1 Genel Çerçeve Yapısı
1.2 Kalıp Montajı ve Değiştirme Tasarımı - Hidrolik Sistem Tasarımı
2.1 Hidrolik Prensipler ve Basınç Kontrolü
2.2 Akış Kontrolü ve Hareket Hızı Düzenlemesi - Sıcaklık Kontrol Sistemi Tasarımı
3.1 Isıtma Yöntemi ve Isı Kaynağı Seçimi
3.2 Sıcaklık Homojenliği Kontrolü ve Sıcaklık Sensörü Yerleşimi - Akıllı Kontrol Tasarımı
4.1 PLC Kontrol Sistemi
4.2 Akıllı Algoritmalar ve Uyarlanabilir Kontrol
1. Yapısal Tasarım
1.1 Genel Çerçeve Yapısı
Kompozit malzeme kalıplama hidrolik presleri tipik olarak üç kirişli, dört kolonlu bir yapı kullanır. Bu yapı, önemli basınca ve deformasyona dayanabilen yüksek rijitlik ve stabilite sunar. Üst kiriş, hareketli kiriş ve alt kiriş dört kolonla birbirine bağlanarak kapalı bir çerçeve oluşturur. Üst kiriş ana hidrolik silindiri destekler. Hareketli kiriş, kompozit malzemenin basınçlı kalıplamasını sağlamak için ana hidrolik silindirin etkisiyle yukarı ve aşağı hareket eder ve alt kiriş, kalıbın ve kompozit malzemenin yerleştirilmesi için çalışma yüzeyini sağlar.
Üç kirişli, dört kolonlu yapının tasarımı, her bir bileşenin mukavemeti ve rijitliğinin dikkatlice değerlendirilmesini gerektirir. Kolonlar genellikle yüksek mukavemetli alaşımlı çelikten yapılır ve genel mekanik özelliklerini iyileştirmek için ısıl işlemden geçirilir. Üst ve alt kirişler ya yekpare olarak dökülür ya da kaynaklanır ve rijitliği artırmak için iç takviye nervürleri içerir. Hareketli kiriş ile kolonlar arasında, hareketli kirişin düzgün ve dikey hareketini sağlamak, sürtünmeyi ve aşınmayı azaltmak için bronz burçlar veya doğrusal kılavuzlar gibi yönlendirme cihazları kullanılır.

1.2 Kalıp Montajı ve Değiştirme Tasarımı
Farklı şekil ve boyutlardaki kompozit ürünlerin kalıplama gereksinimlerini karşılamak için, hidrolik presin hızlı kalıp değiştirme özelliğine sahip olması gerekir. Kalıp montaj yapısı basit, kullanışlı ve güvenilir olmalıdır. Genellikle cıvata bağlantıları veya hızlı sıkıştırma cihazları kullanılır. Hareketli kiriş ve alt kiriş üzerinde, montaj sırasında kalıbın doğru hizalanmasını sağlamak için kalıp montaj konumlandırma delikleri ve kılavuz olukları bulunur. Ayrıca, kalıp taşıma ve montajını kolaylaştırmak için hidrolik presin etrafına kaldırma cihazları veya raylar monte edilebilir.
Ayrıca, kalıp tasarımı hidrolik presin yapısıyla uyumlu olmalıdır. Kalıp, sıcak presleme işlemi sırasında oluşan basınç ve sıcaklık değişimlerine dayanacak yeterli mukavemete ve rijitliğe sahip olmalıdır. Kompozit ürünün yüzey kalitesini sağlamak için kalıp boşluğunun yüzeyi son derece pürüzsüz ve hassas olmalıdır. Kalıp ayrıca, kalıplama işlemi sırasında kabarcık ve kusurların oluşmasını önlemek için uygun havalandırma ve taşma yapılarını da içermelidir.

2. Hidrolik Sistem Tasarımı
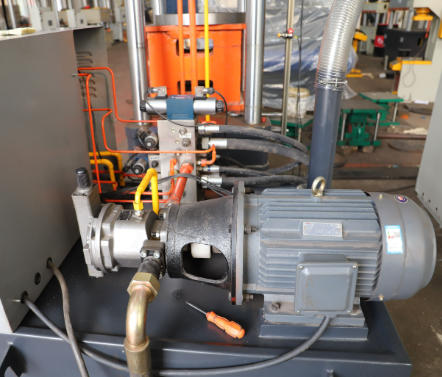
2.1 Hidrolik Prensipler ve Basınç Kontrolü
, kompozit malzeme kalıplama presinin temel bileşenidir . Görevi, hidrolik prese gerekli basıncı ve gücü sağlamaktır. Hidrolik sistem tipik olarak bir pompa-akümülatör tahrik sistemi kullanır. Yüksek basınçlı bir yağ pompası, enerjiyi depolamak için bir akümülatöre hidrolik yağ gönderir. Daha sonra, gerektiğinde, kontrol vanaları hidrolik yağı ana hidrolik silindire ve diğer aktüatörlere dağıtarak kompozit malzemelerin basınçlı kalıplanmasını sağlar.
Hidrolik sistem tasarımında basınç kontrolü çok önemlidir. Kompozit malzemenin kalıplama işlemi sırasında homojen bir basınca maruz kalmasını sağlamak için, hidrolik sistemin hassas basınç düzenlemesine ve istikrarlı bir kontrole sahip olması gerekir. Hassas basınç düzenlemesi için oransal tahliye vanaları veya servo vanalar kullanılır. Basınç sensörleri, hidrolik silindirin basıncını sürekli olarak izler ve sinyali kontrol sistemine geri iletir. Kontrol sistemi, ayarlanan basınca bağlı olarak oransal tahliye vanasını veya servo vanayı ayarlayarak hidrolik silindir basıncını ayarlanan aralıkta tutar. Aynı zamanda, basınç dalgalanmalarının kalıplama kalitesi üzerindeki etkisini azaltmak için, hidrolik sistemde basınç şoklarını ve dalgalanmalarını emmek üzere akümülatörler gibi basınç tamponlama cihazları da bulunmalıdır.
2.2 Akış Kontrolü ve Hareket Hızı Düzenlemesi
Basınç kontrolüne ek olarak, akış kontrolü de hidrolik sistem tasarımının önemli bir yönüdür. Hidrolik presin hareketli kolunun yukarı ve aşağı hareketleri sırasındaki hızı, kalıplama prosesi gereksinimlerini karşılayacak şekilde ayarlanmalıdır. Kalıp kapatma aşamasında, üretim döngüsünü kısaltmak için hızlı hareket gereklidir. Basınçlandırma ve tutma aşamalarında, kompozit malzemenin yeterli akışını ve kürlenmesini sağlamak için yavaş hareket gereklidir. Kalıp açma aşamasında da üretim verimliliğini artırmak için hızlı hareket gereklidir.
Hareketli kirişin hızını ayarlamak için, hidrolik sistemdeki değişken deplasmanlı pompalar veya kısma vanaları hidrolik yağın akış hızını kontrol eder. Değişken deplasmanlı pompalar, sistem ihtiyaçlarını karşılamak için deplasmanı otomatik olarak ayarlayarak kademesiz akış kontrolü sağlar. Kısma vanaları, kısma deliğinin akış alanını değiştirerek akış hızını kontrol eder. Ayrıca, hareket hızı düzenlemesinin doğruluğunu ve kararlılığını daha da artırmak için bir servo kontrol sistemi kullanılabilir. Hidrolik pompayı çalıştırmak için bir servo motor kullanılarak, akış hızı ve basıncın hassas kontrolü sağlanabilir.
3. Sıcaklık Kontrol Sistemi Tasarımı
3.1 Isıtma Yöntemi ve Isı Kaynağı Seçimi
Kompozit malzemelerin sıcak presleme kalıplama işlemi, reçine matrisinin yumuşaması, akması ve sertleşmesi için belirli sıcaklık koşulları gerektirir. Bu nedenle, sıcaklık kontrol sistemi, kompozit malzemelerin sıcak presleme kalıplama işleminde hidrolik presin çok önemli bir bileşenidir. Yaygın ısıtma yöntemleri arasında elektrikli ısıtma, yağlı ısıtma ve buharlı ısıtma bulunur.
Elektrikli ısıtma, hızlı ısıtma hızı, yüksek sıcaklık kontrol hassasiyeti ve otomasyon kolaylığı gibi avantajlar sunar, ancak nispeten düşük ısıtma homojenliğine ve yüksek enerji tüketimine sahiptir. Yağlı ısıtma ise homojen ısıtma ve iyi sıcaklık kararlılığı sağlar, ancak daha yavaş bir ısıtma hızına sahiptir ve bir yağ ısıtıcısı ve bir yağ sirkülasyon devresi gerektirir. Buharlı ısıtma, daha düşük ısıtma maliyetleriyle büyük ölçekli üretim için uygundur, ancak nispeten daha düşük sıcaklık kontrol hassasiyetine sahiptir ve buhar kazanı gibi ekipman gerektirir.
Pratik tasarımda, kompozit malzemenin kalıplama prosesi gereksinimlerine ve üretim ölçeğine bağlı olarak uygun ısıtma yöntemi ve ısı kaynağı seçilmelidir. Küçük ölçekli, yüksek hassasiyetli kompozit malzeme ürünlerinin kalıplanmasında elektrikli ısıtma kullanılabilir. Büyük ölçekli üretimde ise yağla ısıtma veya buharla ısıtma yöntemleri kullanılabilir.

3.2 Sıcaklık Homojenliği Kontrolü ve Sıcaklık Sensörünün Yerleştirilmesi
Sıcaklık homojenliği, kompozit malzeme ürünlerinin kalitesini etkileyen en önemli faktörlerden biridir. Sıcak presleme sırasında, kalıbın farklı bölümlerinin sıcaklığı tutarsız olursa, kompozit malzemenin farklı kürlenme hızlarına yol açar; bu da iç gerilme ve deformasyona neden olarak ürünün boyutsal doğruluğunu ve mekanik özelliklerini etkiler.
Düzgün sıcaklık kontrolü sağlamak için, ısıtma cihazının ve sıcaklık sensörlerinin yerleşiminin rasyonel bir şekilde tasarlanması gereklidir. Isıtma cihazı, kalıbın şekline ve boyutuna bağlı olarak ısıtma alanını birden fazla bölgeye ayıran bölgesel ısıtma yöntemini kullanmalıdır. Her bölge, her alanda düzgün sıcaklık sağlamak için bağımsız ısıtma gücü kontrolüne sahip olmalıdır. Sıcaklık sensörleri, kalıbın kritik alanlarına, boşluk yüzeyi ve ısıtma plakasının içi de dahil olmak üzere, eşit olarak dağıtılmalı ve sıcaklık değişimlerini gerçek zamanlı olarak izleyip sinyalleri sıcaklık kontrol sistemine geri iletmelidir. Sıcaklık kontrol sistemi, sıcaklık sensörlerinden gelen geri bildirimlere dayanarak her ısıtma bölgesinin ısıtma gücünü ayarlayarak kalıbın her parçasını ayarlanan sıcaklık aralığında tutar.

4. Akıllı Kontrol Tasarımı
4.1 PLC Kontrol Sistemi
Endüstriyel otomasyon teknolojisinin gelişmesiyle birlikte, kompozit malzemelerin sıcak preslenmesinde kullanılan hidrolik preslerde kontrol için programlanabilir mantık kontrolörleri (PLC) kullanımı giderek artmaktadır. PLC kontrol sistemleri, yüksek güvenilirlik, esnek programlama ve kolay genişletilebilirlik gibi avantajlar sunarak basınç, sıcaklık ve hidrolik presin hareket hızı dahil olmak üzere parametrelerin hassas kontrolünü ve gerçek zamanlı izlenmesini sağlar.
PLC kontrol sisteminde, hidrolik presin kalıp kapatma, basınçlandırma, basınç tutma ve kalıp açma gibi çeşitli proses işlemleri, kontrol programları yazılarak gerçekleştirilir. Aynı zamanda, PLC bir dokunmatik ekran veya insan-makine arayüzüne (HMI) bağlanabilir; bu sayede operatörler, dokunmatik ekran veya HMI aracılığıyla proses parametrelerini ayarlayabilir, ekipmanın çalışma durumunu izleyebilir ve üretim verilerini görüntüleyebilir, böylece insan-makine etkileşimi ve uzaktan kontrol sağlanabilir.

4.2 Akıllı Algoritmalar ve Uyarlanabilir Kontrol
Kompozit malzeme sıcak presleme için hidrolik preslerin kontrol doğruluğunu ve üretim verimliliğini artırmak amacıyla, akıllı algoritmalar ve adaptif kontrol teknolojileri kullanılabilir. Bulanık mantık ve sinir ağı kontrolü gibi akıllı algoritmalar, gerçek zamanlı sistem durumuna ve geçmiş verilere dayanarak kontrol parametrelerini otomatik olarak ayarlayarak basınç ve sıcaklık gibi parametrelerin optimize edilmiş kontrolünü sağlar. Adaptif kontrol teknolojisi ise, kompozit malzemenin özelliklerine ve kalıplama sürecindeki değişikliklere bağlı olarak hidrolik presin çalışma parametrelerini otomatik olarak ayarlayarak istikrar ve tutarlılık sağlar.
Örneğin, bulanık kontrolde basınç ve sıcaklık giriş değişkenleri, kontrol vanasının açılma derecesi ise çıkış değişkeni olarak kullanılır. Bulanık kural tabanı oluşturularak kontrol parametrelerinin bulanık çıkarımı ve karar verme işlemi gerçekleştirilir. Sinir ağı kontrolü ise, bir sinir ağı modeli eğitilerek kompozit malzeme kalıplama sürecindeki karmaşık doğrusal olmayan ilişkileri öğrenmeyi ve böylece basınç ve sıcaklık gibi parametrelerin doğru tahminini ve kontrolünü sağlamayı mümkün kılar.
Çözüm
Kompozit malzeme sıcak presleme için hidrolik presin teknik tasarımı, yapısal tasarım, hidrolik sistem tasarımı, sıcaklık kontrol sistemi tasarımı ve akıllı kontrol tasarımı dahil olmak üzere birçok yönü içeren karmaşık bir sistem mühendisliği projesidir. Rasyonel tasarım ve optimizasyon yoluyla, hidrolik presin performansı ve güvenilirliği artırılarak kompozit malzeme ürünlerinin kalitesi ve performansı sağlanabilir. Gelecekte, malzeme bilimi ve otomasyon teknolojisi ilerlemeye devam ettikçe, kompozit malzeme kalıplama için hidrolik presler daha verimli, akıllı ve çevre dostu hale gelecek ve kompozit malzeme endüstrisinin gelişimine daha güçlü bir destek sağlayacaktır.
PDH, Çin'de ünlü bir . Herhangi bir ihtiyacınız olursa, lütfen bizimle iletişime geçmekten çekinmeyin!




