Dövme alüminyum alaşımlı jantlar, yüksek mukavemetleri, hafiflikleri ve mükemmel güvenlik performansları nedeniyle üst düzey binek otomobillerde, performans otomobillerinde, modifiye otomobillerde ve yarış otomobillerinde yaygın olarak kullanılmaktadır. Sıradan döküm jantlara kıyasla, dövme jantlar daha yüksek yoğunluğa, daha iyi mekanik özelliklere ve daha uzun kullanım ömrüne sahiptir.
Bu makalede, PDH, alüminyum alaşımlı jant göbeğinin dövme işleminin tüm üretim sürecini ayrıntılı olarak anlatarak bu sektör hakkında daha fazla bilgi edinmenize yardımcı olacaktır.

1. Hammadde Hazırlığı
1) Alüminyum Alaşımlı Çubuk Seçimi
Genellikle yüksek mukavemetli havacılık sınıfı alüminyum alaşımlı malzemeler kullanılır, örneğin:
- 6061-T6
- 6082
- 6069
- 7075 (Üst düzey özel uygulamalar)
Bu malzemeler yüksek mukavemete, iyi plastisiteye, mükemmel korozyon direncine ve iyi yorulma performansına sahiptir.
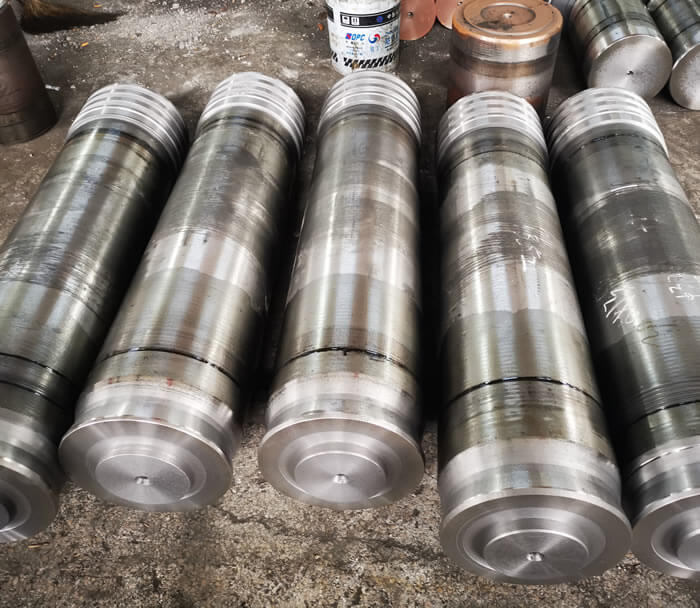
2) Boşaltma ve Kesme
Tekerlek göbeği boyut ve ağırlık gereksinimlerine bağlı olarak, alüminyum alaşımlı çubuklar belirtilen uzunluklarda silindirik kütükler halinde kesilir.

2. Kütük Isıl İşlemi
Alüminyum külçeler, genellikle 400℃ ila 480℃ arasında kontrol edilen homojen bir ısıtma için bir ısıtma fırınına yerleştirilir. Bu, malzemenin plastisitesini iyileştirir, deformasyon direncini azaltır, dövme çatlaklarını önler ve metalin akışkanlığını artırır. Sıcaklık kontrolü çok önemlidir. Aşırı yüksek sıcaklıklar iri tanelere yol açarken, aşırı düşük sıcaklıklar kolayca çatlamaya neden olur.
3. Ön şekillendirme – İlk şekillendirme
Büyük bir hidrolik dövme presi (örneğin, 8000 ton, 10000 ton, 15000 tonluk pres) kullanılarak , ısıtılmış kütük sıkıştırılır ve düzleştirilir. Tekerlek göbeğinin yaklaşık şekli başlangıçta oluşturulur: bir disk + jant prototipi.
Fonksiyonlar:
- Döküm yapısını bozar
- Tahıl yapısını iyileştirir
- Tekerlek göbeğinin temel şeklini oluşturur
- Malzeme yoğunluğunu artırır

4. Son Dövme İşlemi – Hassas Kalıp Dövme
Yüksek basınçlı son dövme işlemi, özel hassas dövme kalıpları kullanılarak büyük bir hidrolik pres üzerinde gerçekleştirilir . Komple bir tekerlek göbeği boşluğu tek adımda dövülür. Jant telleri, merkez deliği, PCD delik konumları ve jant şekli oluşturulur. Dövme işleminden sonra, iç kısım gözeneklilikten ve gevşeklikten arındırılarak en yüksek yoğunluğa ulaşılır.
Bu adım, tüm sürecin özünü oluşturur. Dövme basıncı tipik olarak 6000 tondan 15000 tonun üzerine çıkar.
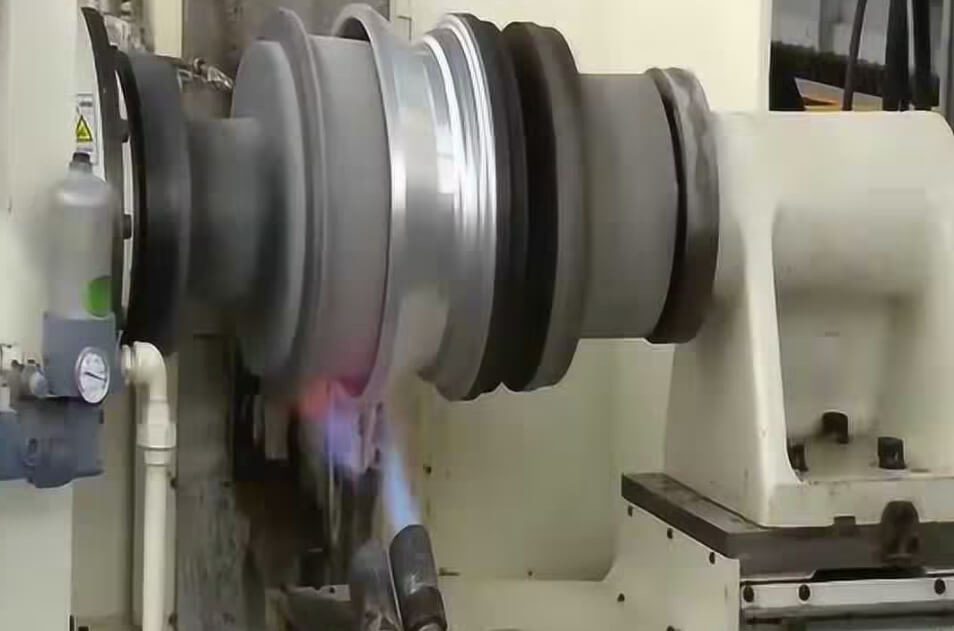
5. Döndürerek Şekillendirme (İsteğe Bağlı İşlem)
Yüksek performanslı jantlar için, jantın plastik deformasyonunu daha da artırmak amacıyla genellikle bir döndürme şekillendirme işlemi eklenir.
Jant, bir döndürme şekillendirme makinesine yerleştirilir ve silindirler kullanılarak kuvvetlice gerilir ve sıkıştırılır. Bu adım, jantın mukavemetini artırır, ağırlığını azaltır ve darbe direncini iyileştirir. Döndürme şekillendirme işleminden sonraki performans, tamamen dövme bir jantın performansına yakındır.
6. T6 Isıl İşlem
- Çözelti uygulaması: Yaklaşık 530℃'de bekletme
- Su ile soğutma: Hızlı soğutma
- Yapay yaşlandırma: Yaklaşık 160℃'de birkaç saat bekletme
Sonuç olarak yüksek mukavemet, yüksek tokluk ve deformasyona ve çatlamaya karşı direnç elde edilir.
7. CNC İşleme
Yüksek hassasiyetli CNC işleme merkezleri şu işlemler için kullanılır: merkez delik işleme, cıvata deliği işleme, montaj yüzeyi işleme, yüzey işleme ve denge yüzeyi işleme. Bu, tekerlek göbeğinin boyutsal doğruluğunu ve dinamik denge doğruluğunu sağlar.
8. Yüzey İşlemi (Estetik + Korozyon Koruması)
Yaygın süreçler şunlardır:
- Parlatma
- Tel Çekme
- Kum püskürtme
- Toz Boya Kaplama
- Fırın Boyası
- Elektroforez
- Eloksal kaplama
- Elektrokaplama
- CNC Parlak Yüzey Kesimi

9. Muayene ve Kalite Kontrolü
- Boyutsal Kontrol
- Görünüm İncelemesi
- Hava Geçirmezlik Testi (Sızıntı Yok)
- Darbe Testi, Eğilme Yorulma Testi, Radyal Yorulma Testi
- X-ışını ile Kusur Tespiti (İç Çatlak Yok)
10. Paketleme ve Sevkiyat
Üretim, ancak son kontrol ve onaydan sonra başlatılabilir. Sevkiyatlar, darbelere dayanıklı ambalaj, korozyon koruması ve etiket izlenebilirliği yönetimi gerektirir.
PDH , otomotiv jant dövme üretim hattı ekipmanları ve çözümlerinin tamamını sunmaktadır . Herhangi bir ihtiyacınız varsa lütfen bizimle iletişime geçin.