Otomobil alüminyum alaşımlı jantlarının ana üretim süreçleri esas olarak 3 kategoriye ayrılır: döküm, dövme ve döndürme. Bu makale, prensip, süreç, özellikler ve uygulama senaryoları açısından detaylı bir giriş sunacaktır.
1. Döküm İşlemi
Prensip: Eritilmiş alüminyum alaşımı bir kalıba dökülür, soğutulur ve katılaştırılarak tekerlek oluşturulur. Düşük maliyetli ve yüksek seri üretim verimliliğine sahip olması, onu günümüzde en yaygın kullanılan işlem haline getirmiştir.
1) Yerçekimi Dökümü
İşlem: Erimiş alüminyum, yerçekimi kullanılarak normal basınç altında metal bir kalıba akar. Kalıp, erimiş alüminyumun kendi ağırlığıyla dolar ve katılaşır. Soğuduktan sonra kalıp açılır ve parça çıkarılır.
Özellikleri: Basit ekipman ve en düşük maliyet. Ancak, iç gözenekliliğe ve gevşemeye yatkındır, bu da en düşük mukavemete neden olur. Günümüzde büyük ölçüde kullanım dışıdır.
2) Düşük Basınçlı Döküm
İşlem: Erimiş alüminyum, düşük basınçlı gaz (tipik olarak 0,02–0,06 MPa) kullanılarak bir fırından kalıp boşluğuna düzgün bir şekilde itilir ve basınç altında katılaştırılır.
Özellikleri: Yoğun yapı, az kusur, yüksek verim ve istikrarlı performans. Otomotiv alüminyum jantları için en yaygın üretim süreçlerinden biridir.

3) Sıkıştırmalı Döküm (Sıvı Dövme)
İşlem: Alüminyum alaşımlı malzeme, bir ekstrüder kullanılarak bir kalıptan geçirilir.
Özellikler:
- Yüksek malzeme kullanım oranı;
- İyi dayanıklılık;
- Özel kesitli yapılar için uygundur;
- En yoğun yapı, dövme işlemine yakın performans;
- Karmaşık yapılar için uygundur, ancak maliyeti sıradan döküme göre daha yüksektir.
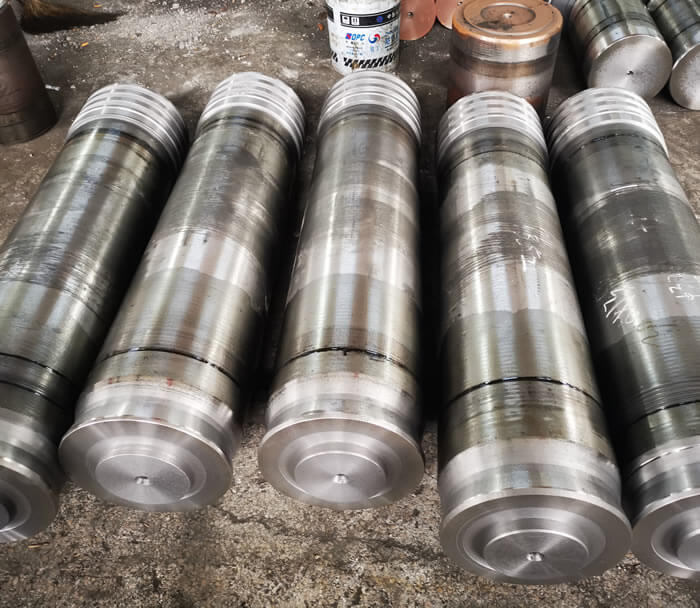
2. Dövme İşlemi
Prensip: Katı alüminyum çubuklar ısıtılır ve dövme presleri ; bu işlem, metalde güçlü plastik deformasyona neden olarak yüksek yoğunluklu bir ham madde elde edilmesini sağlar.
Yaygın olarak kullanılan ekipmanlar şunlardır:
8000 tonluk dövme hidrolik presi,
10000 tonluk dövme hidrolik presi,
15000 tonluk dövme hidrolik presi
İşlem:
Alüminyum çubuk kesimi → Isıtma (460~480℃) → Çoklu dövme (ön dövme/son dövme) → Kesme/delme → T6 ısıl işlem → Son işlem.
Avantajlar:
- En yüksek güç
- En iyi dayanıklılık
- En hafif ağırlık
- Mükemmel darbe dayanımı
- Uzun yorulma ömrü
- Yüksek güvenlik performansı

Dezavantajları: Pahalı ekipman, karmaşık işlem, en yüksek maliyet. Ağırlıklı olarak yüksek performanslı spor otomobillerde ve üst düzey modifikasyonlarda kullanılır.
Profesyonel bir hidrolik pres üreticisi olan PDH , müşterilerimize anahtar teslim alüminyum alaşımı/karbon çelik/alaşımlı çelik jant göbeği üretim hatları sağlayabilir . Herhangi bir ihtiyacınız varsa lütfen satış ekibimizle iletişime geçin
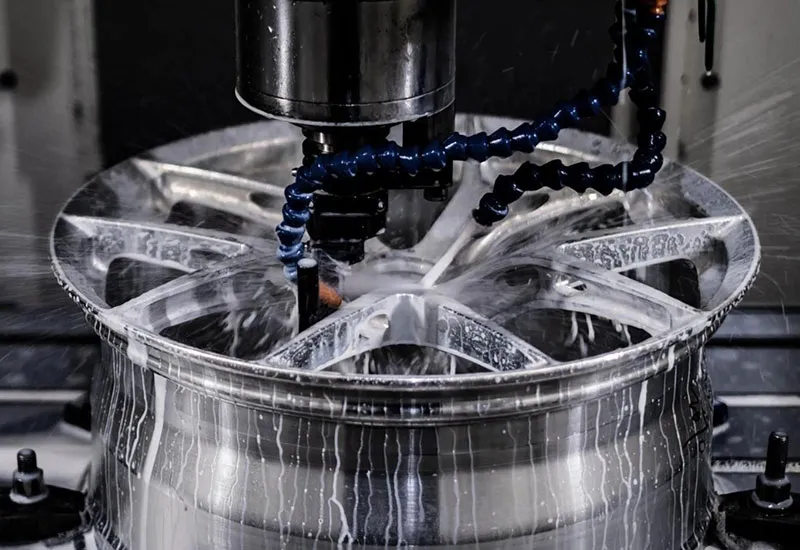
3. Eğirme İşlemi
Prensip: Döküm/dövme ve döndürme tekniklerinin birleştirilmesi. Önceden hazırlanmış bir jant teli kalıbı ısıtılır ve jant kenarı dönen silindirler tarafından kuvvetlice gerilir ve sıkıştırılır, böylece daha ince, daha uzun ve daha güçlü hale gelir.
1) Döküm ve Eğirme
İşlem: Jant teli kalıbının düşük basınçta dökümü → Isıtma (350~400℃) → Jantı germek için döndürme → Isıl işlem.
Özellikler: Sıradan döküme göre üstün performans, dövme işlemine yakın kalite. İyi hafiflik etkisi, yüksek maliyet etkinliği, orta ve üst sınıf araçlar için yaygın tercih.
2) Dövme ve Döndürme
İşlem: Dövme ham maddesinin hazırlanması → Döndürerek son işlem.
Özellikler: Dövme işleminin yüksek mukavemeti ve döndürme işleminin yüksek hassasiyetini bir araya getirir. Performansı saf dövmeye en yakın olanıdır, ancak maliyeti biraz daha düşüktür.
4. Üç Ana Sürecin Karşılaştırılması
| Özellikler | Döküm | Dönme | Dövme |
| Malzeme Yapısı | İri taneli, gözenekliliğe/gevşekliğe yatkın | Kenarın lifli bir yapısı vardır, yoğundur | Kesintisiz metal akış hatları, hatasız, en yoğun |
| Mekanik Özellikler | Genel | İyi (dökümden %15 daha yüksek) | Optimal (en yüksek güç) |
| Hafif | Nispeten ağır | Nispeten hafif (dökümden %10-15 daha hafif) | En hafif (dökümden %20-30 daha hafif) |
| Üretim maliyeti | En düşük | Orta | En yüksek |
| Üretim Verimliliği | En yüksek | Daha yüksek | Düşük |
| Uygulanabilir Senaryolar | Aile arabaları, ekonomik arabalar | Orta ve üst segment binek otomobiller, performans otomobilleri | Lüks otomobiller, spor otomobiller, yarış otomobilleri, modifikasyonlar |