Ковка — это метод обработки металла. Она подразумевает приложение давления к металлической заготовке с помощью такого оборудования, как молотки и прессы, что приводит к её пластической деформации и получению желаемой формы, размера и механических свойств. В данной статье в основном рассматриваются виды ковки, чтобы помочь нашим клиентам лучше выбрать подходящий метод ковки.

Классификация по температуре формования
В зависимости от температуры рекристаллизации металла, ковку можно классифицировать на горячую, теплую и холодную.
1. Горячая ковка:
Горячая ковка — это ковка, выполняемая при температурах выше температуры рекристаллизации металла (обычно в 0,6 раза или более выше температуры плавления). При высоких температурах металл обладает хорошей текучестью и низким сопротивлением деформации. Она подходит для изготовления крупных или сложных деталей и не приводит к упрочнению при деформации. Недостатками являются сильное окисление поверхности и, как правило, более низкая точность размеров.
2. Холодная ковка:
Холодная ковка — это ковка, выполняемая при комнатной температуре. Поскольку она не нагревается, качество поверхности материала хорошее, точность размеров чрезвычайно высока, линии потока металла остаются неповрежденными, а прочность после деформации возрастает. Недостатками являются высокое сопротивление деформации, необходимость в крупногабаритном оборудовании и высокая пластичность материала. Она подходит для деталей малого и среднего размера (например, стандартных деталей и шестерен).
3. Горячая ковка
Горячая ковка — это ковка при температурах, находящихся между температурами холодной и горячей ковки (обычно в 0,3-0,5 раза выше температуры рекристаллизации). Она призвана сбалансировать преимущества и недостатки горячей и холодной ковки. Она обеспечивает более высокую точность и меньшее окисление, чем горячая ковка, а также более низкое сопротивление деформации и лучшую пластичность, чем холодная ковка. Часто используется для высокопрочных сталей или деталей сложной формы, которые трудно формовать холодной ковкой. Иногда она служит в качестве предварительной обработки перед холодной ковкой.

Классификация по методу плесени и деформации
В зависимости от характера потока металла внутри полости формы, ковку можно классифицировать на штамповую ковку, многонаправленную штамповую ковку, ковку в полой штамповке и многонаправленную ковку в полой штамповке.
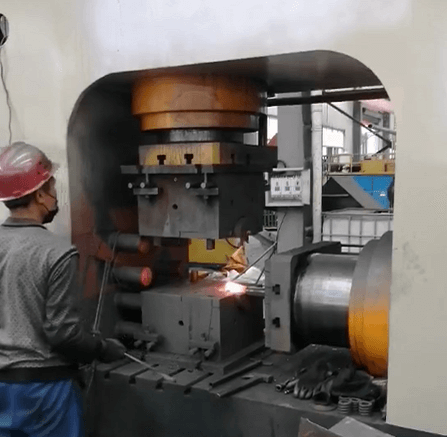
1. Штамповая ковка
Штамповая ковка — это процесс, при котором металлические заготовки под действием внешней силы вдавливаются в полость пресс-формы, заполняя её и придавая желаемую форму. В отличие от свободной ковки, штамповая ковка более эффективна, обеспечивает более точные размеры и позволяет изготавливать сложные изделия. Традиционная штамповая ковка обычно осуществляется с помощью молота или пресса для однонаправленного (вверх и вниз) перемещения.
2. Многонаправленная ковка
Процесс высокоточной штамповой ковки предполагает одновременное приложение давления к металлу в нескольких направлениях. Традиционная штамповая ковка имеет только одно вертикальное направление движения, что легко приводит к образованию большого облоя на линии разъема. Многонаправленная штамповая ковка использует несколько пуансонов для совместной экструзии металла в разных направлениях (например, горизонтальном и вертикальном), обеспечивая эффективное заполнение полости металлом.
Преимущества:
- Устраняет поперечные облойки, что приводит к высокой степени использования материала (до 90% и более).
- Позволяет создавать сложные цельные конструктивные элементы с боковыми отверстиями, боковыми выступами или внутренними полыми структурами (например, корпуса клапанов высокого давления и тройники).
- Предотвращает последующую сварку или резку.
3. Полая ковка
Строго говоря, это не отдельная основная категория, а скорее описание процесса для конкретных деталей. Полая ковка в основном используется для производства длинных валов, цилиндрических деталей или полых деталей с выступающим дном. Она сочетает в себе экструзию и ковку, используя пуансон для пробивки и растяжения заготовки, в результате чего металл течет вдоль оси и уменьшается толщина стенки. Типичные области применения включают корпуса артиллерийских снарядов, баллоны с газом высокого давления и топливные баки ракет.
4. Многонаправленная полая ковка
Это передовое сочетание технологий многонаправленной ковки и полой ковки, представляющее собой высокотехнологичный метод прецизионной ковки.
Благодаря скоординированному движению множества пуансонов (включая вертикальное и горизонтальное направления), одновременно формируются сложные полые конструкционные детали, а также создаются боковые отверстия, фланцы или внутренние каналы для потока.
Для деталей со сложными внутренними полостями, боковыми отверстиями и требующих бесшовной конструкции без сварных швов (например, сложные соединения в аэрокосмической отрасли и трубы высокого давления для топливных магистралей), традиционные процессы с трудом обеспечивают однократное формование, в то время как технология «многонаправленного формования + полая структура» позволяет получить форму, близкую к окончательной, что значительно повышает прочность и надежность деталей.
Компания PDH , известный производитель ковочных прессов в Китае , предлагает широкий ассортимент высококачественных ковочных прессов , включая штамповочные машины , многонаправленные ковочные прессы, прессы для горячей и холодной ковки. Пожалуйста, свяжитесь с нами, если у вас возникнут какие-либо вопросы.