Основные технологические процессы производства автомобильных колес из алюминиевого сплава делятся на 3 категории: литье, ковка и формовка. В данной статье будет представлено подробное описание этих процессов с точки зрения принципов, технологий, характеристик и сценариев применения.
1. Процесс литья
Принцип: Расплавленный алюминиевый сплав заливается в форму, охлаждается и затвердевает, образуя колесо. Этот процесс отличается низкой себестоимостью и высокой эффективностью массового производства, что делает его наиболее распространенным на сегодняшний день.
1) Литье под действием силы тяжести
Процесс: Расплавленный алюминий под действием силы тяжести поступает в металлическую форму под нормальным давлением. Форма заполняется и затвердевает под весом самого расплавленного алюминия. После охлаждения форма открывается, и деталь извлекается.
Характеристики: Простота изготовления и самая низкая стоимость. Однако склонность к внутренней пористости и рыхлости, что приводит к самой низкой прочности. В настоящее время этот материал в значительной степени устарел.
2) Литье под низким давлением
Процесс: Расплавленный алюминий плавно подается из плавильной печи в полость формы с помощью газа низкого давления (обычно 0,02–0,06 МПа) и затвердевает под давлением.
Характеристики: плотная структура, мало дефектов, высокая производительность и стабильные характеристики. Это один из наиболее распространенных производственных процессов для автомобильных алюминиевых дисков.

3) Литье под давлением (жидкостная ковка)
Технологический процесс: Алюминиевый сплав продавливается через форму с помощью экструдера.
Характеристики:
- Высокий коэффициент использования материалов;
- Хорошая сила;
- Подходит для структур со специальным поперечным сечением;
- Наиболее плотная структура, характеристики, близкие к ковочным;
- Подходит для сложных конструкций, но стоит дороже, чем обычное литье.
2. Процесс ковки
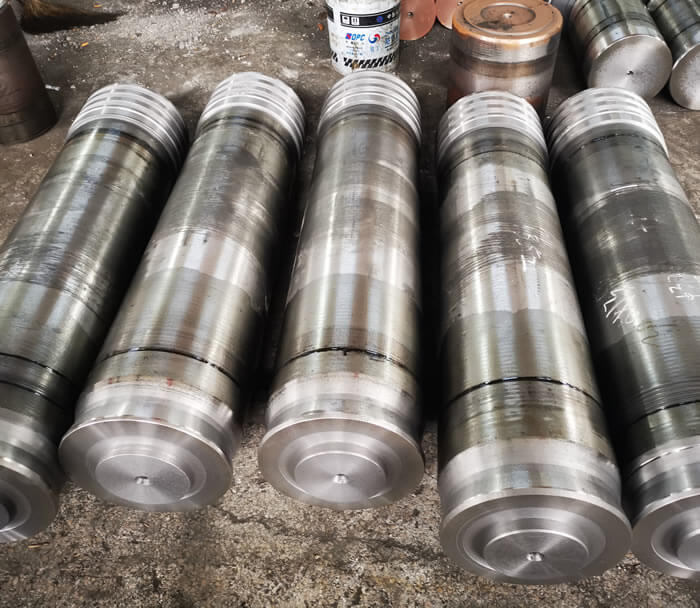
Принцип: Цельные алюминиевые бруски нагреваются и многократно подвергаются ковке с использованием ковочных прессов мощностью от тысяч до десятков тысяч тонн, что вызывает сильную пластическую деформацию металла для получения заготовки высокой плотности.
В стандартное оснащение входят:
Гидравлический ковочный пресс мощностью 8000 тонн
Гидравлический ковочный пресс мощностью 10000 тонн
Гидравлический ковочный пресс мощностью 15000 тонн
Технологический процесс:
резка алюминиевого прутка → нагрев (460~480℃) → многоступенчатая ковка (предварительная/окончательная ковка) → обрезка/пробивка → термообработка T6 → финишная обработка.
Преимущества:
- Высочайшая сила
- Лучшая прочность
- Самый лёгкий вес
- Отличная ударопрочность
- Длительный срок службы в условиях усталости
- Высокие показатели безопасности

Недостатки: Дорогостоящее оборудование, сложный процесс, очень высокая стоимость. В основном используется в высокопроизводительных спортивных автомобилях и для тюнинга автомобилей премиум-класса.
Компания PDH , как профессиональный производитель гидравлических прессов, может предоставить своим клиентам комплексные линии по производству ступиц колес из алюминиевых сплавов/углеродистой стали/легированной стали . Пожалуйста, свяжитесь с нашим отделом продаж, если у вас возникнут какие-либо вопросы
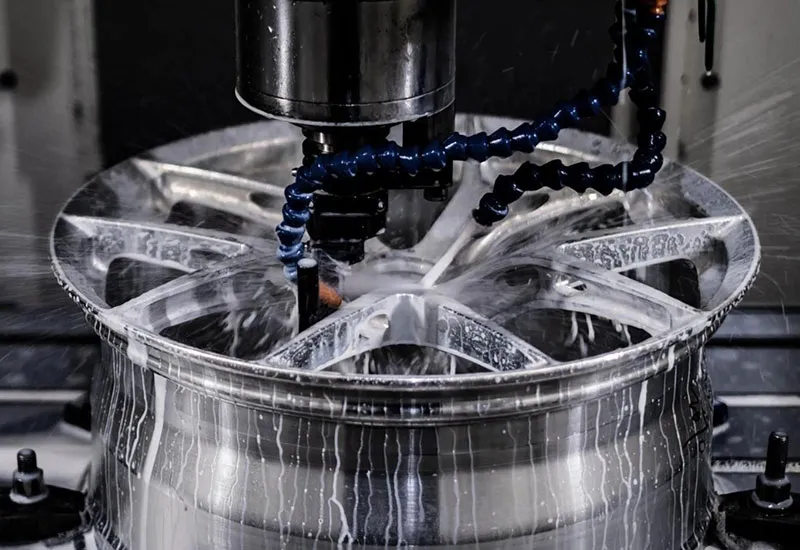
3. Процесс прядения
Принцип: Сочетание литья/ковки и формовки. Заготовка спицы нагревается, а ободная часть с усилием растягивается и сжимается вращающимися роликами, в результате чего она становится тоньше, длиннее и прочнее.
1) Литье, вращение
Технологический процесс: литье заготовки для спиц под низким давлением → нагрев (350–400 ℃) → формование обода методом вращения → термообработка.
Особенности: Превосходные характеристики по сравнению с обычным литьем, близки к ковке. Хороший эффект снижения веса, высокая экономичность, популярный выбор для автомобилей среднего и высокого класса.
2) Ковка, вращение
Технологический процесс: Подготовка заготовки для ковки → Финишная обработка методом вращения.
Особенности: Сочетание высокой прочности ковки и высокой точности формовки. Характеристики максимально приближены к чистой ковке, но стоимость немного ниже.
4. Сравнение трех основных процессов
| Характеристики | Кастинг | Вращение | Ковка |
| Материальная структура | Крупнозернистая структура, склонная к пористости/рыхлости | Край имеет волокнистую структуру, плотную | Непрерывные линии потока металла, без дефектов, с максимальной плотностью |
| Механические свойства | Общий | Хороший результат (на 15% и более выше, чем при литье) | Оптимальный (максимальная прочность) |
| Легкий | Относительно тяжёлый | Относительно лёгкий (на 10-15% легче, чем при литье) | Самый лёгкий (на 20-30% легче, чем при литье) |
| Производственные затраты | Самый низкий | Середина | Высший |
| Эффективность производства | Высший | Выше | Низкий |
| Применимые сценарии | Семейные автомобили, экономичные автомобили | Легковые автомобили среднего и высокого класса, спортивные автомобили | Роскошные автомобили, спортивные автомобили, гоночные автомобили, модификации |