Кованые диски из алюминиевого сплава широко используются в автомобилях премиум-класса, спортивных автомобилях, модифицированных автомобилях и гоночных автомобилях благодаря своей высокой прочности, малому весу и превосходным показателям безопасности. По сравнению с обычными литыми дисками, кованые диски обладают более высокой плотностью, лучшими механическими свойствами и более длительным сроком службы.
В этой статье компания PDH подробно расскажет обо всем процессе ковки ступиц колес из алюминиевого сплава, чтобы помочь вам узнать больше об этом бизнесе.

1. Подготовка сырья
1) Выбор прутка из алюминиевого сплава
Обычно используются высокопрочные алюминиевые сплавы аэрокосмического класса, такие как:
- 6061-Т6
- 6082
- 6069
- 7075 (Высококачественные специальные приложения)
Эти материалы обладают высокой прочностью, хорошей пластичностью, превосходной коррозионной стойкостью и хорошими показателями усталостной прочности.
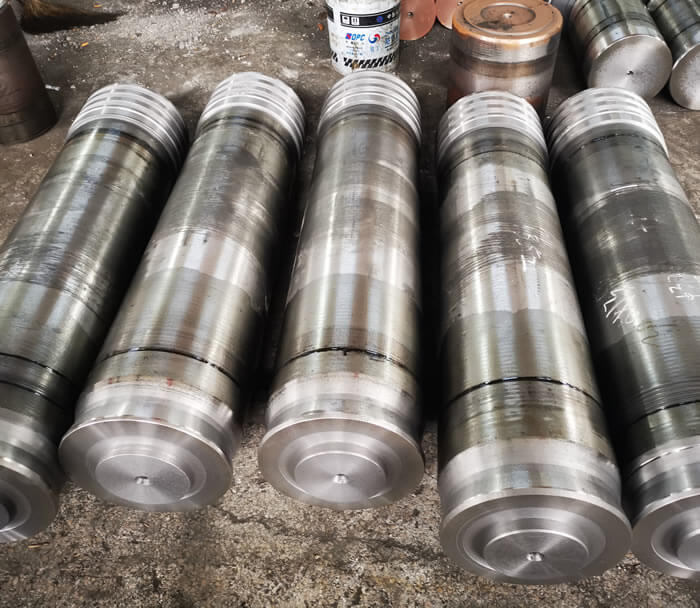
2) Вырубка и резка
В зависимости от размеров и веса ступицы колеса, алюминиевые сплавы разрезаются на цилиндрические заготовки заданной длины.

2. Термическая обработка заготовки
Алюминиевые заготовки помещаются в нагревательную печь для равномерного нагрева, обычно в диапазоне 400–480 °C. Это улучшает пластичность материала, снижает сопротивление деформации, предотвращает образование трещин при ковке и повышает текучесть металла. Контроль температуры имеет решающее значение. Чрезмерно высокие температуры приводят к образованию крупных зерен, а чрезмерно низкие температуры легко вызывают растрескивание.
3. Предварительная ковка – Начальная формовка
С помощью большого гидравлического ковочного пресса (например, 8000-тонного, 10000-тонного, 15000-тонного) нагретая заготовка деформируется и сплющивается. Первоначально формируется приблизительная форма ступицы колеса: прототип диска и обода.
Функции:
- Разрушает структуру отливки
- Улучшает структуру зерна
- Формирует основную форму ступицы колеса
- Повышает плотность материала

4. Окончательная ковка – прецизионная штамповка
Окончательная ковка под высоким давлением выполняется на крупногабаритном гидравлическом прессе с использованием специализированных прецизионных ковочных штампов. Заготовка ступицы колеса изготавливается за один этап. Формируются спицы, центральное отверстие, расположение отверстий PCD и форма обода. После ковки внутренняя поверхность становится свободной от пор и рыхлости, достигая максимальной плотности.
Этот этап является ключевым во всем процессе. Давление ковки обычно достигает от 6000 до более чем 15000 тонн.
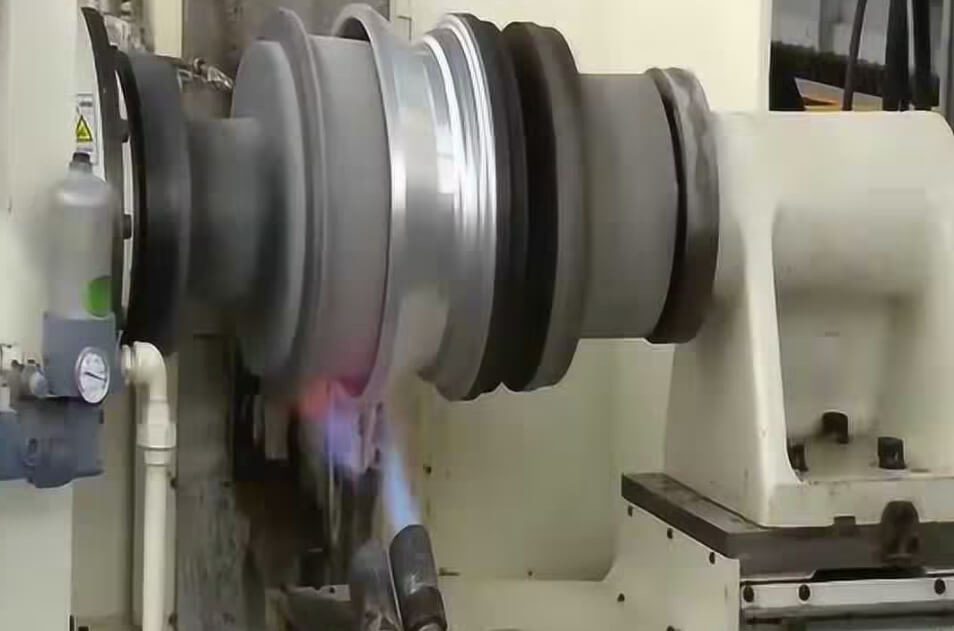
5. Формирование методом центрифугирования (дополнительный процесс)
Для изготовления высокоэффективных колес обычно добавляют процесс формования вращением, который дополнительно деформирует обод.
Обод помещается на формовочный станок и подвергается сильному растяжению и сжатию с помощью роликов. Этот этап повышает прочность обода, снижает вес и улучшает ударопрочность. Характеристики после формовки приближаются к характеристикам полностью кованого колеса.
6. Термообработка Т6
- Обработка раствором: выдержка при температуре приблизительно 530℃
- Закалка водой: быстрое охлаждение
- Искусственное старение: выдержка при температуре приблизительно 160℃ в течение нескольких часов
В конечном итоге достигается высокая прочность, высокая ударная вязкость и устойчивость к деформации и растрескиванию.
7. Обработка на станках с ЧПУ
Высокоточные обрабатывающие центры с ЧПУ используются для: обработки центровых отверстий, обработки отверстий под болты, обработки монтажных поверхностей, обработки поверхностей и обработки балансировочных поверхностей. Это обеспечивает точность размеров и динамическую балансировку ступицы колеса.
8. Обработка поверхности (эстетика + защита от коррозии)
К распространенным процессам относятся:
- Полировка
- Чертеж проволоки
- Пескоструйная обработка
- Порошковая покраска
- Запекаемая краска
- Электрофорез
- Анодирование
- Гальваническое покрытие
- ЧПУ-резка с глянцевой отделкой

9. Инспекция и контроль качества
- Контроль размеров
- Осмотр внешнего вида
- Проверка герметичности (отсутствие утечек)
- Испытание на удар, испытание на усталость при изгибе, испытание на радиальную усталость
- Рентгеновский дефектоскопический контроль (отсутствие внутренних трещин)
10. Упаковка и отгрузка
Производство разрешается только после окончательной проверки и утверждения. Для отгрузки требуется ударопрочная упаковка, защита от коррозии и отслеживаемость по этикеткам.
Компания PDH предлагает полный спектр оборудования и решений для производственных линий по ковке автомобильных колес . Пожалуйста, свяжитесь с нами, если у вас возникнут какие-либо вопросы.