As rodas de liga de alumínio forjado são amplamente utilizadas em carros de passeio de alta gama, carros de alto desempenho, carros modificados e carros de corrida devido à sua alta resistência, leveza e excelente desempenho em segurança. Comparadas às rodas fundidas comuns, as rodas forjadas possuem maior densidade, melhores propriedades mecânicas e uma vida útil mais longa.
Neste artigo, a PDH detalhará todo o processo de fabricação de cubos de rodas de liga de alumínio forjado para ajudá-lo a aprender mais sobre este setor.

1. Preparação da matéria-prima
1) Seleção de barras de liga de alumínio
Normalmente são utilizados materiais de liga de alumínio de alta resistência, de grau aeroespacial, tais como:
- 6061-T6
- 6082
- 6069
- 7075 (Aplicações especiais de alta gama)
Esses materiais possuem alta resistência, boa plasticidade, excelente resistência à corrosão e bom desempenho à fadiga.
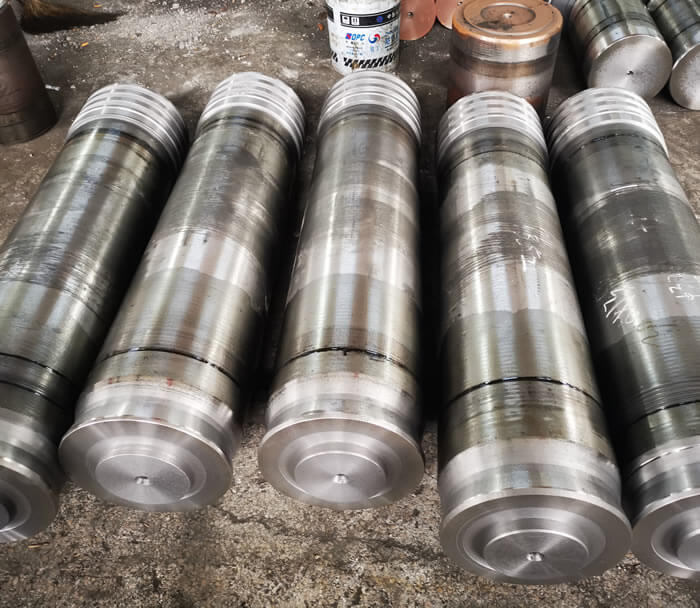
2) Corte e estampagem
Com base nas dimensões e no peso exigidos para o cubo da roda, as barras de liga de alumínio são cortadas em tarugos cilíndricos de comprimentos específicos.

2. Tratamento Térmico do Tarugo
Os tarugos de alumínio são colocados em um forno de aquecimento para aquecimento uniforme, normalmente controlado entre 400 °C e 480 °C. Isso melhora a plasticidade do material, reduz a resistência à deformação, previne trincas de forjamento e aumenta a fluidez do metal. O controle da temperatura é crucial. Temperaturas excessivamente altas levam à formação de grãos grosseiros, enquanto temperaturas excessivamente baixas causam trincas com facilidade.
3. Pré-forjamento – Conformação inicial
Utilizando uma prensa hidráulica de forjamento de grande porte (por exemplo, prensa de 8000 toneladas, 10000 toneladas ou 15000 toneladas), o tarugo aquecido é recalcado e achatado. Inicialmente, forma-se o formato aproximado do cubo da roda: um protótipo de disco + aro.
Funções:
- Quebra a estrutura original do molde
- Melhora a estrutura do grão
- Forma o formato básico do cubo da roda
- Aumenta a densidade do material

4. Forjamento Final – Forjamento em Matriz de Precisão
A forjagem final de alta pressão é realizada em uma prensa hidráulica de forjamento de grande porte, utilizando matrizes de forjamento de precisão especializadas. Um cubo de roda completo é forjado em uma única etapa. Os raios, o furo central, as posições dos furos PCD e o formato do aro são todos formados. Após a forjagem, o interior fica livre de porosidade e folgas, atingindo a densidade máxima.
Esta etapa é fundamental em todo o processo. A pressão de forjamento normalmente atinge de 6.000 a mais de 15.000 toneladas.
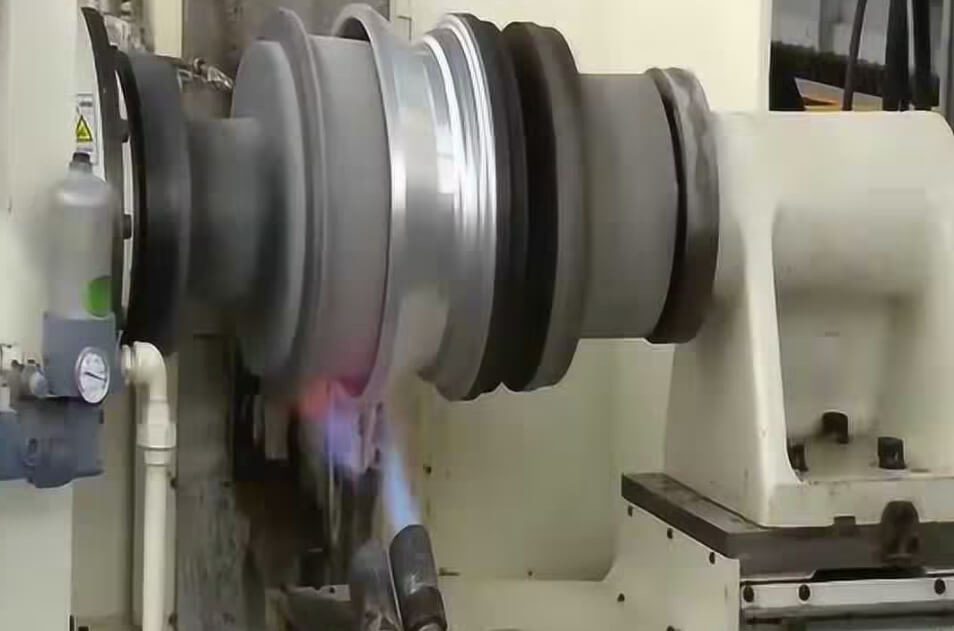
5. Formação por rotação (processo opcional)
Para rodas de alto desempenho, um processo de conformação por centrifugação é normalmente adicionado para deformar ainda mais o aro plasticamente.
O aro é colocado em uma máquina de conformação por centrifugação e esticado e comprimido à força por meio de rolos. Essa etapa aumenta a resistência do aro, reduz o peso e melhora a resistência a impactos. O desempenho após a conformação por centrifugação é próximo ao de uma roda totalmente forjada.
6. Tratamento térmico T6
- Tratamento da solução: Manter a aproximadamente 530°C
- Resfriamento rápido em água: Resfriamento rápido
- Envelhecimento artificial: Manter a uma temperatura de aproximadamente 160 °C durante várias horas
Em última análise, busca-se alcançar alta resistência, alta tenacidade e resistência à deformação e ao trincamento.
7. Usinagem CNC
Os centros de usinagem CNC de alta precisão são utilizados para: usinagem de furos centrais, usinagem de furos para parafusos, usinagem de superfícies de montagem, usinagem de superfícies e usinagem de superfícies de balanceamento. Isso garante a precisão dimensional e a precisão do balanceamento dinâmico do cubo da roda.
8. Tratamento de Superfície (Estética + Proteção contra Corrosão)
Os processos comuns incluem:
- Polimento
- Trefilação de fios
- Jateamento de areia
- Revestimento em pó
- Tinta para forno
- Eletroforese
- Anodização
- Galvanoplastia
- Corte CNC com acabamento brilhante

9. Inspeção e Controle de Qualidade
- Inspeção Dimensional
- Inspeção de aparência
- Teste de estanqueidade ao ar (sem vazamentos)
- Teste de impacto, teste de fadiga por flexão, teste de fadiga radial
- Detecção de falhas por raios X (sem fissuras internas)
10. Embalagem e Envio
A produção só é permitida após inspeção e aprovação final. Os embarques exigem embalagens resistentes a impactos, proteção contra corrosão e gerenciamento de rastreabilidade de rótulos.
A PDH fornece equipamentos e soluções completas para linhas de produção de forjamento de rodas automotivas . Entre em contato conosco caso tenha alguma necessidade.