Os principais processos de fabricação de rodas de liga leve de alumínio para automóveis dividem-se em três categorias: fundição, forjamento e repuxo. Este artigo apresenta uma introdução detalhada a cada um deles, abordando princípios, processos, características e aplicações.
1. Processo de Fundição
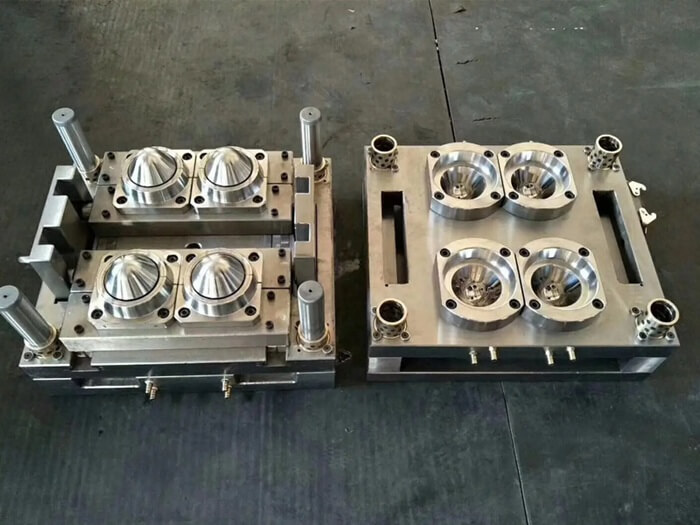
Princípio: A liga de alumínio fundida é vertida em um molde, resfriada e solidificada para formar a roda. É um processo de baixo custo e alta eficiência de produção em massa, o que o torna o mais utilizado atualmente.
1) Fundição por gravidade
Processo: O alumínio fundido flui para um molde metálico sob pressão normal, utilizando a gravidade. O molde é preenchido e solidificado pelo próprio peso do alumínio fundido. Após o resfriamento, o molde é aberto e a peça é removida.
Características: Equipamento simples e de baixo custo. No entanto, é propenso à porosidade interna e ao afrouxamento, resultando em baixa resistência. Atualmente, está praticamente obsoleto.
2) Fundição a baixa pressão
Processo: O alumínio fundido é suavemente forçado de um forno de espera para uma cavidade de molde usando gás de baixa pressão (tipicamente 0,02–0,06 MPa) e solidificado sob pressão.
Características: Estrutura densa, poucos defeitos, alto rendimento e desempenho estável. É um dos processos de produção mais comuns para rodas de alumínio automotivas.

3) Fundição por compressão (forjamento líquido)
Processo: O material de liga de alumínio é forçado através de um molde utilizando uma extrusora.
Características:
- Alta taxa de utilização de materiais;
- Boa força;
- Adequado para estruturas com seções transversais especiais;
- Estrutura mais densa, desempenho próximo ao da forja;
- Adequado para estruturas complexas, mas o custo é mais elevado do que o da fundição comum.
2. Processo de forjamento
Princípio: Barras sólidas de alumínio são aquecidas e forjadas repetidamente usando prensas de forjamento que variam de milhares a dezenas de milhares de toneladas, causando forte deformação plástica do metal para obter uma peça bruta de alta densidade.
Os equipamentos comuns incluem:
Prensa hidráulica de forjamento de 8000 toneladas,
Prensa hidráulica de forjamento de 10000 toneladas,
Prensa hidráulica de forjamento de 15000 toneladas
Processo:
Corte da barra de alumínio → Aquecimento (460~480℃) → Forjamento múltiplo (pré-forjamento/forjamento final) → Corte/puncionamento → Tratamento térmico T6 → Acabamento.
Vantagens:
- Força máxima
- Melhor resistência
- Peso mais leve
- Excelente resistência ao impacto
- Vida longa e cansativa
- Alto desempenho de segurança

Desvantagens: Equipamento caro, processo complexo, custo elevado. É utilizado principalmente em carros esportivos de alto desempenho e modificações de luxo.
A PDH , como fabricante profissional de prensas hidráulicas, pode fornecer linhas de produção completas para cubos de roda em liga de alumínio, aço carbono e aço-liga. Entre em contato com nossa equipe de vendas caso tenha alguma necessidade.
3. Processo de fiação
Princípio: Combinação de técnicas de fundição/forjamento e repuxo. Um bloco de raio pré-fabricado é aquecido, e a parte do aro é esticada e comprimida à força por rolos giratórios, tornando-o mais fino, mais longo e mais resistente.
1) Arremesso e fiação
Processo: Fundição a baixa pressão de um disco com raios → Aquecimento (350~400℃) → Rotação para esticar o aro → Tratamento térmico.
Características: Desempenho superior ao da fundição comum, próximo ao da forja. Excelente redução de peso, alta relação custo-benefício, escolha ideal para veículos de gama média a alta.
2) Forjamento e repuxo
Processo: Preparação da peça bruta por forjamento → Acabamento por repuxo.
Características: Combina a alta resistência da forja com a alta precisão da repuxagem. O desempenho é o mais próximo da forja pura, mas o custo é ligeiramente menor.
4. Comparação dos três principais processos
| Características | Elenco | Fiação | Forjamento |
| Estrutura do Material | Grãos grossos, propensos à porosidade/soltura | A borda possui uma estrutura fibrosa e densa | Linhas de fluxo metálico contínuo, sem defeitos, de máxima densidade |
| Propriedades Mecânicas | Em geral | Bom (15%+ superior ao de fundição) | Ideal (máxima resistência) |
| Leve | Relativamente pesado | Relativamente leve (10-15% mais leve que a fundição) | Mais leve (20-30% mais leve que a fundição) |
| Custos de produção | Mais baixo | Médio | Mais alto |
| Eficiência de produção | Mais alto | Mais alto | Baixo |
| Cenários aplicáveis | Carros familiares, carros econômicos | Carros de passageiros de gama média a alta, carros de alto desempenho | Carros de luxo, carros esportivos, carros de corrida, modificações |