Les jantes en alliage d'aluminium forgé sont largement utilisées sur les voitures de tourisme haut de gamme, les voitures de sport, les voitures modifiées et les voitures de course grâce à leur grande résistance, leur légèreté et leur excellente sécurité. Comparées aux jantes moulées classiques, les jantes forgées présentent une densité supérieure, de meilleures propriétés mécaniques et une durée de vie plus longue.
Dans cet article, PDH détaillera l'intégralité du processus de fabrication du forgeage du moyeu de roue en alliage d'aluminium afin de vous permettre d'en apprendre davantage sur ce secteur d'activité.

1. Préparation des matières premières
1) Sélection des barres en alliage d'aluminium
On utilise généralement des matériaux en alliage d'aluminium de qualité aérospatiale à haute résistance, tels que :
- 6061-T6
- 6082
- 6069
- 7075 (Applications spéciales haut de gamme)
Ces matériaux possèdent une résistance élevée, une bonne plasticité, une excellente résistance à la corrosion et une bonne tenue à la fatigue.
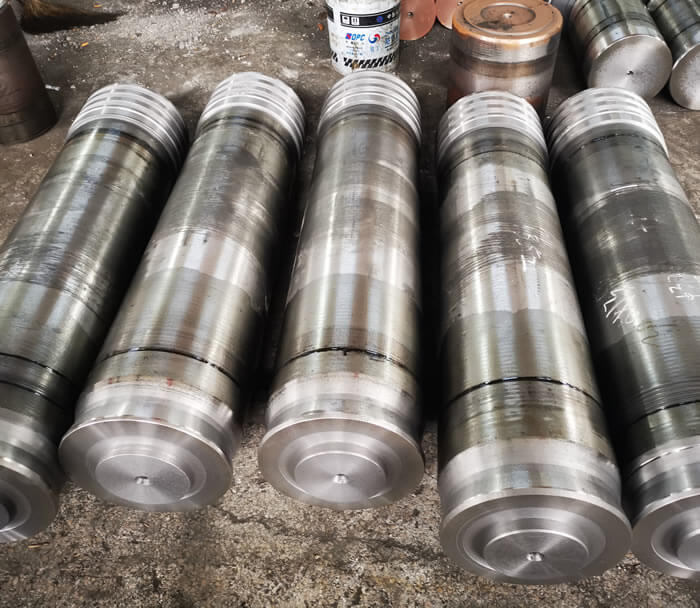
2) Découpe et découpage
En fonction des exigences de taille et de poids du moyeu de roue, les barres en alliage d'aluminium sont découpées en billettes cylindriques de longueurs spécifiées.

2. Traitement thermique des billettes
Les billettes d'aluminium sont placées dans un four de chauffage pour un chauffage uniforme, généralement contrôlé entre 400 et 480 °C. Ce procédé améliore la plasticité du matériau, réduit sa résistance à la déformation, prévient les fissures de forgeage et accroît la fluidité du métal. La maîtrise de la température est cruciale : des températures trop élevées entraînent une granulométrie grossière, tandis que des températures trop basses provoquent facilement des fissures.
3. Préforgeage – Mise en forme initiale
À l'aide d'une presse hydraulique de forgeage de grande capacité (par exemple, de 8 000, 10 000 ou 15 000 tonnes), le lingot chauffé est refoulé et aplati. On obtient ainsi la forme approximative du moyeu de roue : un prototype de disque et de jante.
Fonctions :
- Rupture de la structure brute de coulée
- Améliore la structure du grain
- Forme la forme de base du moyeu de la roue
- Augmente la densité du matériau

4. Forgeage final – Forgeage de précision
Le forgeage final à haute pression est réalisé sur une presse hydraulique de forgeage , à l'aide d'outils de forgeage de précision spécialisés. L'ébauche complète du moyeu de roue est forgée en une seule étape. Les rayons, le trou central, l'entraxe des trous et la forme de la jante sont ainsi formés. Après forgeage, l'intérieur est exempt de porosité et de jeu, garantissant une densité maximale.
Cette étape est au cœur du processus. La pression de forgeage atteint généralement entre 6 000 et plus de 15 000 tonnes.
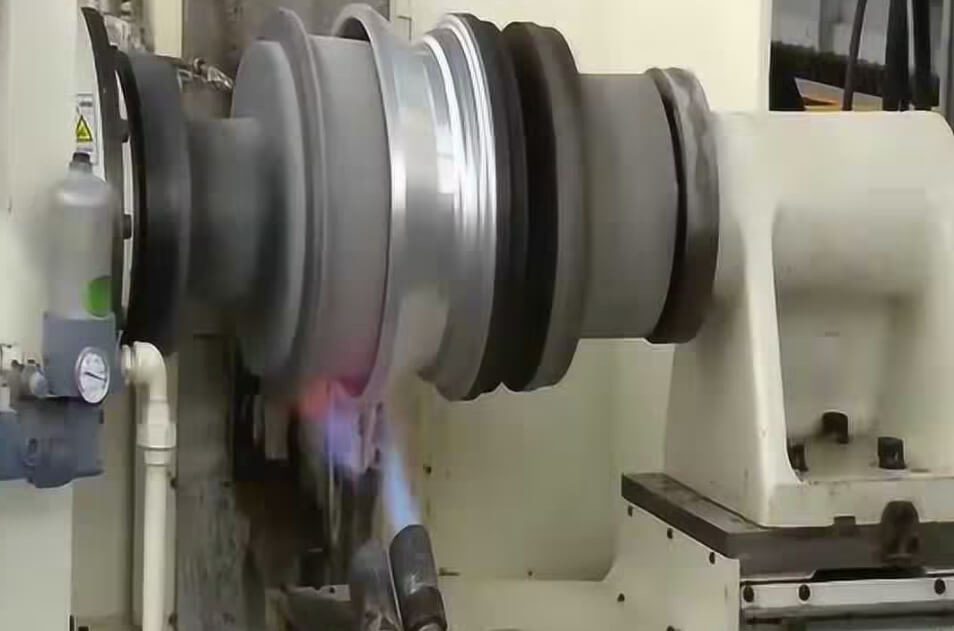
5. Formage par centrifugation (procédé optionnel)
Pour les roues hautes performances, un procédé de formage par rotation est généralement ajouté afin de déformer davantage la jante de manière plastique.
La jante est placée sur une machine de formage par rotation et soumise à des cycles de compression et d'étirement forcés à l'aide de rouleaux. Cette étape renforce la jante, réduit son poids et améliore sa résistance aux chocs. Les performances après formage par rotation sont proches de celles d'une jante forgée.
6. Traitement thermique T6
- Traitement de la solution : maintien à environ 530 °C
- Refroidissement à l'eau : Refroidissement rapide
- Vieillissement artificiel : maintien à environ 160 °C pendant plusieurs heures
Pour atteindre au final une résistance élevée, une grande ténacité et une résistance à la déformation et à la fissuration.
7. Usinage CNC
Les centres d'usinage CNC de haute précision sont utilisés pour : l'usinage du trou central, l'usinage des trous de boulons, l'usinage des surfaces de montage, l'usinage des surfaces et l'usinage des surfaces d'équilibrage. Ceci garantit la précision dimensionnelle et la précision de l'équilibrage dynamique du moyeu de roue.
8. Traitement de surface (esthétique + protection contre la corrosion)
Les processus courants comprennent :
- Polissage
- Dessin au fil
- sablage
- revêtement en poudre
- Peinture cuite
- Électrophorèse
- anodisation
- galvanoplastie
- Découpe CNC finition brillante

9. Inspection et contrôle de la qualité
- Inspection dimensionnelle
- Inspection d'apparence
- Test d'étanchéité à l'air (absence de fuite)
- Essai d'impact, essai de fatigue en flexion, essai de fatigue radiale
- Détection des défauts par rayons X (absence de fissures internes)
10. Emballage et expédition
La production n'est autorisée qu'après inspection et approbation finales. Les expéditions nécessitent un emballage résistant aux chocs, une protection contre la corrosion et une gestion de la traçabilité des étiquettes.
PDH fournit des équipements et des solutions complètes pour les lignes de production de forgeage de jantes automobiles . N'hésitez pas à nous contacter pour toute demande.