Les principaux procédés de fabrication des jantes automobiles en alliage d'aluminium se répartissent en trois catégories : la fonderie, le forgeage et le repoussage. Cet article en propose une présentation détaillée, abordant les principes, les procédés, les caractéristiques et les applications de ces procédés.
1. Procédé de moulage
Principe : Un alliage d’aluminium en fusion est coulé dans un moule, refroidi puis solidifié pour former la roue. Ce procédé, peu coûteux et à haut rendement pour la production de masse, est actuellement le plus répandu.
1) Coulage par gravité
Procédé : L’aluminium en fusion s’écoule sous pression normale dans un moule métallique par gravité. Le moule se remplit et se solidifie sous le poids de l’aluminium en fusion. Après refroidissement, le moule est ouvert et la pièce est extraite.
Caractéristiques : Matériel simple et très économique. Cependant, il est sujet à la porosité interne et au relâchement de sa structure, ce qui réduit sa résistance. Il est aujourd’hui largement obsolète.
2) Coulée à basse pression
Procédé : L'aluminium fondu est poussé en douceur d'un four de maintien dans une cavité de moule à l'aide d'un gaz à basse pression (généralement 0,02 à 0,06 MPa) et solidifié sous pression.
Caractéristiques : Structure dense, peu de défauts, rendement élevé et performances stables. C’est l’un des procédés de fabrication les plus courants pour les jantes en aluminium automobiles.

3) Moulage par compression (forgeage liquide)
Procédé : Un matériau en alliage d'aluminium est forcé à travers un moule à l'aide d'une extrudeuse.
Caractéristiques:
- Taux d'utilisation des matériaux élevé ;
- Bonne force ;
- Convient aux structures à section transversale spéciale ;
- Structure très dense, performances proches du forgeage ;
- Adaptée aux structures complexes, mais son coût est supérieur à celui du moulage ordinaire.
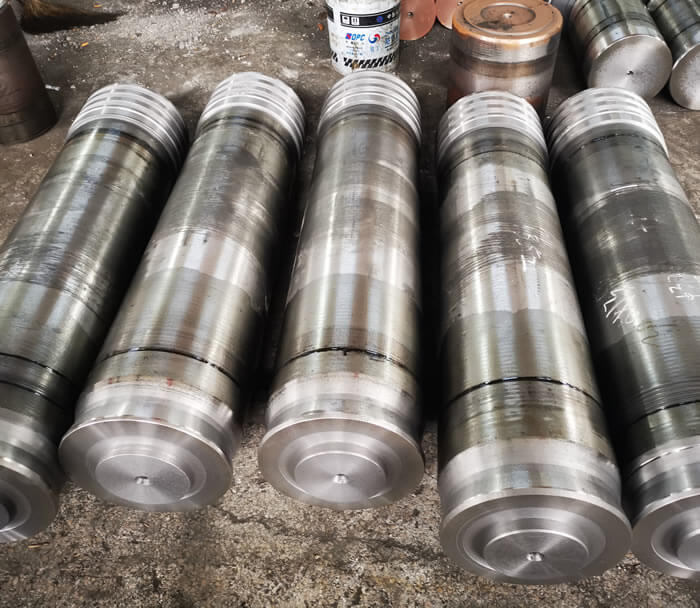
2. Procédé de forgeage
Principe : Des barres d'aluminium massif sont chauffées et forgées à plusieurs reprises à l'aide de presses à forger d'une puissance allant de plusieurs milliers à plusieurs dizaines de milliers de tonnes, ce qui provoque une forte déformation plastique du métal afin d'obtenir une ébauche de haute densité.
L'équipement commun comprend :
Presse hydraulique de forgeage de 8 000 tonnes,
presse hydraulique de forgeage de 10 000 tonnes,
presse hydraulique de forgeage de 15 000 tonnes
Processus :
Découpe de barres d'aluminium → Chauffage (460~480℃) → Forgeage multiple (pré-forgeage/forgeage final) → Ébavurage/poinçonnage → Traitement thermique T6 → Finition.
Avantages :
- Force maximale
- Meilleure robustesse
- poids le plus léger
- Excellente résistance aux chocs
- Longue durée de vie en fatigue
- hautes performances de sécurité

Inconvénients : Équipement coûteux, processus complexe, coût très élevé. Principalement utilisé sur les voitures de sport hautes performances et les modifications haut de gamme.
PDH, fabricant professionnel de presses hydrauliques, propose des lignes de production clés en main pour moyeux de roues en alliage d'aluminium, acier au carbone et acier allié . N'hésitez pas à contacter notre équipe commerciale pour toute demande.
3. Procédé de filage
Principe : Combinaison des techniques de fonderie/forgeage et de filage. Une ébauche de rayon préfabriquée est chauffée, puis la partie supérieure est étirée et comprimée sous l’effet de rouleaux rotatifs, ce qui la rend plus fine, plus longue et plus résistante.
1) Lancer et filer
Procédé : Coulée à basse pression d'une ébauche à rayons → Chauffage (350~400℃) → Filage pour étirer la jante → Traitement thermique.
Caractéristiques : Performances supérieures à celles du moulage ordinaire, proches du forgeage. Léger et économique, ce produit est un choix privilégié pour les véhicules de moyenne et haute gamme.
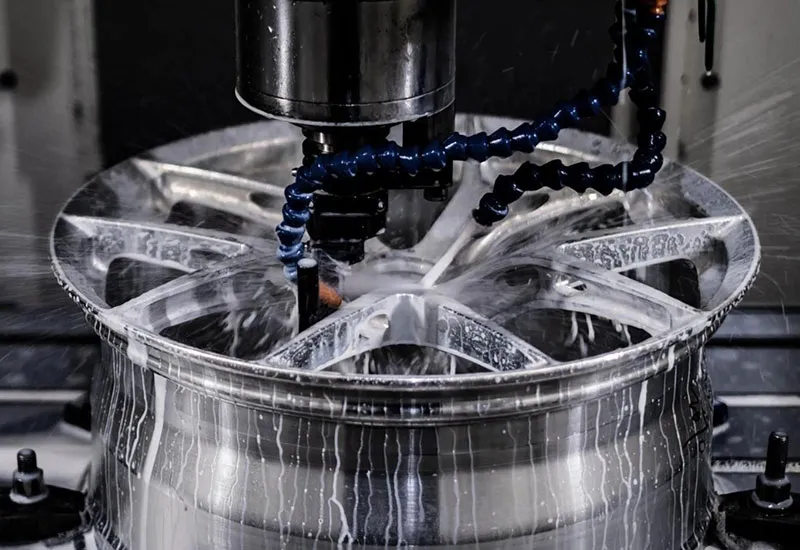
2) Forgeage par filage
Procédé : Préparation des ébauches de forgeage → Finition par filage.
Caractéristiques : Ce procédé combine la haute résistance du forgeage et la haute précision du repoussage. Ses performances sont proches de celles du forgeage pur, pour un coût légèrement inférieur.
4. Comparaison des trois principaux processus
| Caractéristiques | Fonderie | Filage | Forgeage |
| Structure matérielle | Grains grossiers, sujets à la porosité/au friabilité | Le bord présente une structure fibreuse, dense | Lignes de flux métallique continues, sans défaut, les plus denses |
| Propriétés mécaniques | Général | Bon (15 % supérieur au moulage) | Optimal (force maximale) |
| Léger | Relativement lourd | Relativement léger (10 à 15 % plus léger que le moulage) | Le plus léger (20 à 30 % plus léger que le moulage) |
| Coûts de production | Le plus bas | Moyen | Le plus haut |
| Efficacité de la production | Le plus haut | Plus haut | Faible |
| Scénarios applicables | Voitures familiales, voitures économiques | Voitures de tourisme de moyenne et haute gamme, voitures de performance | Voitures de luxe, voitures de sport, voitures de course, modifications |