Las llantas de aleación de aluminio forjado se utilizan ampliamente en automóviles de alta gama, vehículos deportivos, vehículos modificados y de competición debido a su alta resistencia, ligereza y excelente seguridad. En comparación con las llantas fundidas convencionales, las llantas forjadas tienen mayor densidad, mejores propiedades mecánicas y una vida útil más prolongada.
En este artículo, PDH detallará todo el proceso de fabricación del forjado del cubo de rueda de aleación de aluminio para ayudarle a aprender más sobre este sector.

1. Preparación de la materia prima
1) Selección de barras de aleación de aluminio
Normalmente se utilizan materiales de aleación de aluminio de alta resistencia de grado aeroespacial, como por ejemplo:
- 6061-T6
- 6082
- 6069
- 7075 (Aplicaciones especiales de alta gama)
Estos materiales poseen alta resistencia, buena plasticidad, excelente resistencia a la corrosión y buen comportamiento ante la fatiga.
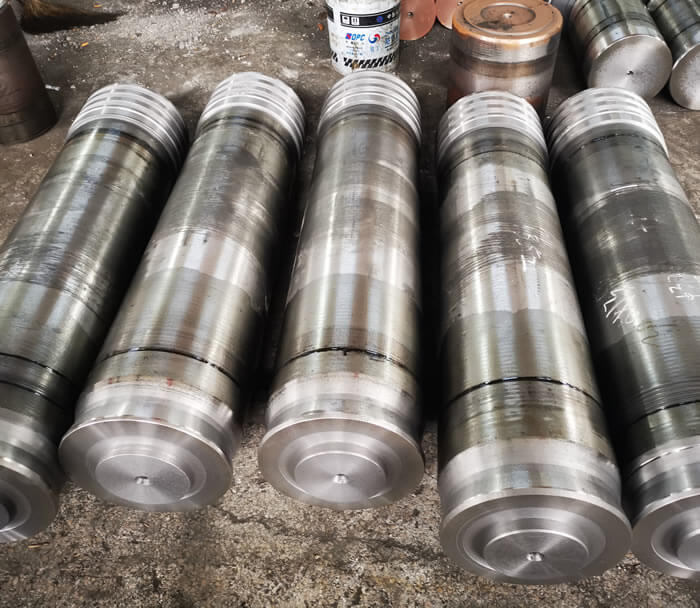
2) Troquelado y corte
En función del tamaño del cubo de la rueda y los requisitos de peso, las barras de aleación de aluminio se cortan en lingotes cilíndricos de longitudes específicas.

2. Tratamiento térmico del lingote
Los lingotes de aluminio se colocan en un horno de calentamiento para lograr un calentamiento uniforme, generalmente controlado entre 400 °C y 480 °C. Esto mejora la plasticidad del material, reduce la resistencia a la deformación, previene grietas durante el forjado y aumenta la fluidez del metal. El control de la temperatura es crucial. Las temperaturas excesivamente altas dan lugar a granos gruesos, mientras que las temperaturas excesivamente bajas provocan fácilmente grietas.
3. Preforjado – Conformado inicial
Mediante una prensa hidráulica de forja de gran tamaño (por ejemplo, de 8000, 10000 o 15000 toneladas), el tocho calentado se deforma y aplana. Inicialmente, se forma la forma aproximada del cubo de la rueda: un prototipo de disco y llanta.
Funciones:
- Rompe la estructura tal como se fundió
- Mejora la estructura del grano
- Forma la forma básica del cubo de la rueda
- Aumenta la densidad del material

4. Forjado final – Forjado de precisión con troquel
El forjado final a alta presión se realiza en una prensa hidráulica de forja de gran tamaño, utilizando matrices de forja de precisión especializadas. El cubo de rueda completo se forja en un solo paso. Se forman los radios, el orificio central, la posición de los orificios PCD y la forma de la llanta. Tras el forjado, el interior queda libre de porosidad y holgura, alcanzando la máxima densidad.
Este paso es fundamental para todo el proceso. La presión de forjado suele alcanzar entre 6000 y más de 15000 toneladas.
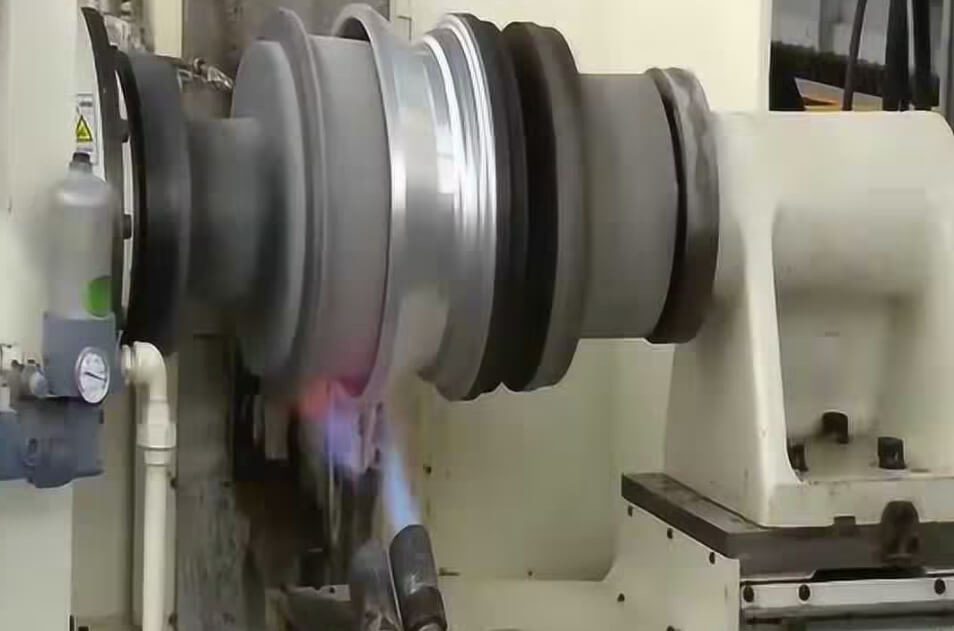
5. Conformado por hilado (Proceso opcional)
Para ruedas de alto rendimiento, normalmente se añade un proceso de conformado por hilado para deformar aún más plásticamente la llanta.
La llanta se coloca en una máquina de conformado por centrifugación y se estira y comprime con fuerza mediante rodillos. Este proceso aumenta la resistencia de la llanta, reduce su peso y mejora su resistencia a los impactos. El rendimiento tras el conformado por centrifugación es similar al de una llanta totalmente forjada.
6. Tratamiento térmico T6
- Tratamiento de la solución: Mantener a aproximadamente 530℃
- Enfriamiento rápido con agua:
- Envejecimiento artificial: Mantener a aproximadamente 160 ℃ durante varias horas
En definitiva, se consigue una alta resistencia, una gran tenacidad y una alta resistencia a la deformación y al agrietamiento.
7. Mecanizado CNC
Los centros de mecanizado CNC de alta precisión se utilizan para: mecanizado de orificios centrales, mecanizado de orificios para pernos, mecanizado de superficies de montaje, mecanizado de superficies y mecanizado de superficies de equilibrado. Esto garantiza la precisión dimensional y el equilibrio dinámico del cubo de la rueda.
8. Tratamiento de superficies (estética + protección contra la corrosión)
Los procesos comunes incluyen:
- Pulido
- Dibujo de alambre
- Chorro de arena
- Recubrimiento en polvo
- Pintura para hornear
- Electroforesis
- Anodizado
- Galvanoplastia
- Corte CNC de acabado brillante

9. Inspección y control de calidad
- Inspección dimensional
- Inspección de apariencia
- Prueba de estanqueidad al aire (sin fugas)
- Ensayo de impacto, ensayo de fatiga por flexión, ensayo de fatiga radial
- Detección de defectos mediante rayos X (sin grietas internas)
10. Embalaje y envío
La producción solo está permitida tras la inspección y aprobación final. Los envíos requieren embalaje resistente a los impactos, protección contra la corrosión y gestión de la trazabilidad del etiquetado.
PDH ofrece equipos y soluciones completas para líneas de producción de forjado de ruedas para automóviles. Contáctenos si necesita algo.