Los principales procesos de fabricación de llantas de aleación de aluminio para automóviles se dividen en tres categorías: fundición, forjado y hilado. Este artículo ofrece una introducción detallada desde las perspectivas de los principios, procesos, características y aplicaciones.
1. Proceso de fundición
Principio: La aleación de aluminio fundido se vierte en un molde, se enfría y se solidifica para formar la rueda. Es un proceso económico y de alta eficiencia para la producción en masa, lo que lo convierte en el método más utilizado actualmente.
1) Fundición por gravedad
Proceso: El aluminio fundido fluye hacia un molde metálico bajo presión normal, aprovechando la gravedad. El molde se llena y solidifica por el propio peso del aluminio fundido. Tras el enfriamiento, se abre el molde y se extrae la pieza.
Características: Equipo sencillo y de bajo costo. Sin embargo, es propenso a la porosidad interna y a la falta de firmeza, lo que resulta en una resistencia menor. Actualmente está prácticamente obsoleto.
2) Fundición a baja presión
Proceso: El aluminio fundido se introduce suavemente desde un horno de mantenimiento en la cavidad de un molde mediante gas a baja presión (normalmente entre 0,02 y 0,06 MPa) y se solidifica bajo presión.
Características: Estructura densa, pocos defectos, alto rendimiento y desempeño estable. Es uno de los procesos de producción más comunes para llantas de aluminio para automóviles.

3) Fundición por compresión (forja líquida)
Proceso: El material de aleación de aluminio se fuerza a través de un molde mediante una extrusora.
Características:
- Alta tasa de utilización de materiales;
- Buena resistencia;
- Adecuado para estructuras de sección transversal especiales;
- Estructura de máxima densidad, rendimiento similar al de la forja;
- Adecuado para estructuras complejas, pero el coste es superior al de la fundición convencional.
2. Proceso de forjado
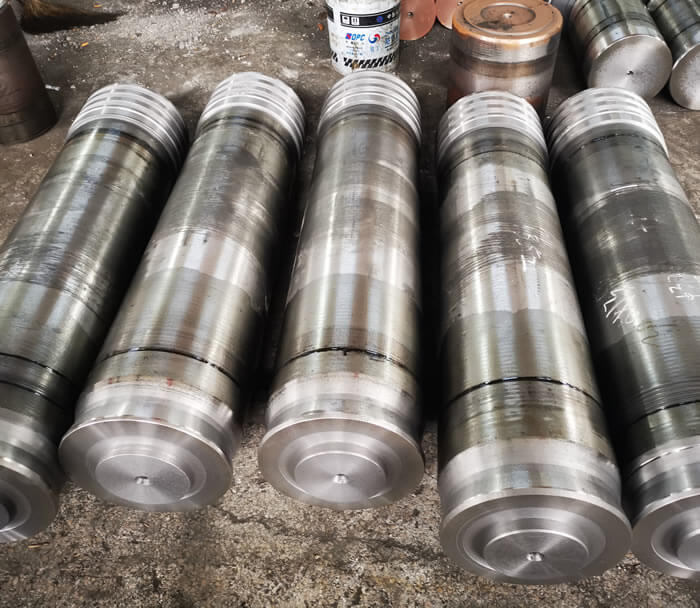
Principio: Las barras de aluminio macizo se calientan y se forjan repetidamente utilizando prensas de forja con capacidades que van desde miles hasta decenas de miles de toneladas, lo que provoca una fuerte deformación plástica del metal para obtener una pieza en bruto de alta densidad.
El equipamiento común incluye:
Prensa hidráulica de forja de 8000 toneladas
Prensa hidráulica de forja de 10000 toneladas
Prensa hidráulica de forja de 15000 toneladas
Proceso:
Corte de barra de aluminio → Calentamiento (460~480℃) → Forjado múltiple (preforjado/forjado final) → Recorte/punzonado → Tratamiento térmico T6 → Acabado.
Ventajas:
- Máxima resistencia
- La mejor resistencia
- Peso más ligero
- Excelente resistencia al impacto
- Larga vida útil
- Alto rendimiento en seguridad

Desventajas: Equipo costoso, proceso complejo, precio elevado. Se utiliza principalmente en coches deportivos de alto rendimiento y modificaciones de alta gama.
PDH, como fabricante profesional de prensas hidráulicas, ofrece líneas de producción llave en mano para bujes de ruedas de aleación de aluminio, acero al carbono y acero aleado . Si tiene alguna necesidad, póngase en contacto con nuestro equipo de ventas.
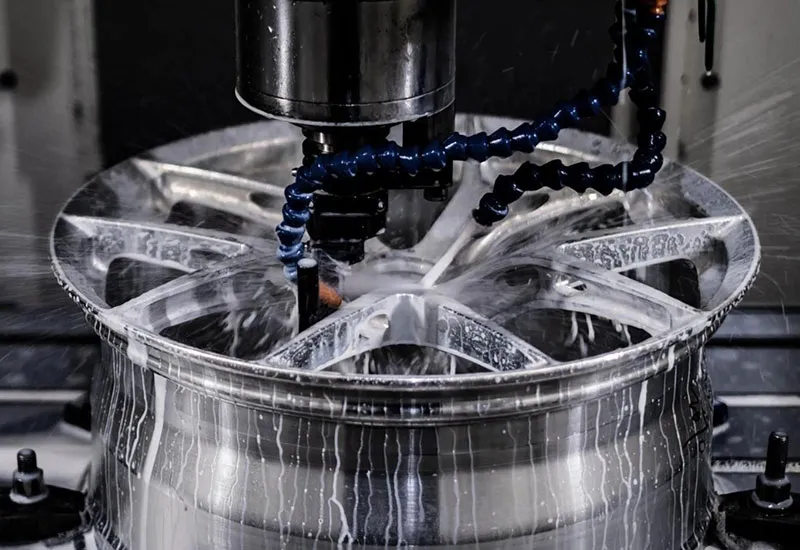
3. Proceso de hilado
Principio: Combinación de técnicas de fundición/forjado y hilado. Se calienta una pieza prefabricada para radios y, mediante rodillos giratorios, se estira y comprime la parte del aro, haciéndola más delgada, larga y resistente.
1) Lanzamiento y giro
Proceso: Fundición a baja presión de una pieza en bruto con radios → Calentamiento (350~400℃) → Hilado para estirar la llanta → Tratamiento térmico.
Características: Rendimiento superior al de la fundición convencional, similar al de la forja. Excelente ligereza, alta rentabilidad, opción preferida para vehículos de gama media y alta.
2) Forjado y hilado
Proceso: Preparación de la pieza en bruto para forja → Acabado por hilado.
Características: Combina la alta resistencia del forjado con la alta precisión del hilado. Su rendimiento es muy similar al del forjado puro, pero a un coste ligeramente inferior.
4. Comparación de los tres procesos principales
| Características | Fundición | Hilado | Forja |
| Estructura del material | Granos gruesos, propensos a la porosidad/suelto | El borde tiene una estructura fibrosa y densa | Líneas de flujo de metal continuo, sin defectos, de mayor densidad |
| Propiedades mecánicas | General | Bueno (15% o más superior al precio de fundición) | Óptimo (máxima potencia) |
| Ligero | Relativamente pesado | Relativamente ligero (entre un 10 y un 15 % más ligero que el moldeado) | Más ligero (entre un 20% y un 30% más ligero que el casting) |
| Costos de producción | Más bajo | Medio | Máximo |
| Eficiencia de producción | Máximo | Más alto | Bajo |
| Escenarios aplicables | coches familiares, coches económicos | Automóviles de pasajeros de gama media a alta, automóviles de alto rendimiento | Autos de lujo, autos deportivos, autos de carreras, modificaciones |